Are you considering purchasing a used forklift? Before you dive in, ask yourself a few key questions.
Key questions before buying a used forklift
How much do you rely on a forklift daily? Is this usage expected to rise over the next year or during seasonal peaks?
Opting for a used forklift can be a savvy move if your daily usage falls under the four-hour mark in a single-shift operation. However, if your forklift needs exceed this threshold, it might be time to think about investing in a new forklift.
Now, assuming you’ve crunched the numbers and concluded that a used forklift fits the bill, here’s what you need to know before sealing the deal:
Usage History
Delve into the forklift’s past usage. This detail is more crucial than it may initially seem. Understand its previous applications thoroughly. For instance, if it has a history in a cold storage facility, ensure it has an anti-corrosion protection system to combat potential rust issues down the line.
Rental Background
If you’re eyeing a used forklift from a dealership, inquire about its rental history. Was it a short-term or long-term rental? Find out if it encountered any extreme environments or applications during its rental stint.
Service Records
Scrutinize the forklift’s service history. Familiarize yourself with its service intervals and past repairs. Were these repairs carried out by seasoned technicians using certified parts? Dive into the maintenance log for insights into any recurring issues. If anything seems off, don’t hesitate to probe further. Has the mast or engine undergone more frequent servicing than usual? Any anomalies warrant a closer look.
Digging into a forklift’s history is paramount when considering a used purchase. This due diligence can spare you from costly downtime and hefty repair bills. If you cannot gather the necessary information to make an informed decision, it’s best to walk away.
Get help buying a used forklift
Need assistance in your quest for the perfect used forklift? Look no further. We carry an extensive inventory of used and reconditioned forklifts tailored to various applications. Let us match you with the ideal used forklift for your needs.
Forklift tires play a crucial role in forklift operations’ performance, efficiency, and safety. Here are six reasons why forklift tires are so essential:
Traction
Forklifts often operate in environments with various surfaces, including smooth warehouse floors, outdoor pavement, gravel, or even icy conditions. The right tires provide adequate traction, allowing the forklift to grip the ground securely and maneuver safely, especially when carrying heavy loads.
Stability
Forklifts carry substantial weight in the form of the loads they transport and their machinery. Properly selected tires contribute to the forklift’s stability, preventing tipping or sliding, which is crucial for the safety of operators and nearby personnel.
Load Handling
Different tire types suit various load capacities and handling requirements. Pneumatic tires are ideal for outdoor use and rough terrain, while cushion tires are better suited for indoor operations on smooth surfaces. Choosing the right tires ensures optimal load-handling capabilities and minimizes the risk of accidents.
Durability and Longevity
Forklift tires get a lot of use, resulting in heavy wear and tear in demanding industrial environments. Durable tires can withstand the rigors of daily use, reducing the frequency of replacements and maintenance downtime, thus contributing to overall operational efficiency and cost savings.
Operator Comfort
Forklift operators spend long hours behind the wheel, often navigating challenging terrain. Tires with appropriate cushioning and shock absorption properties provide a smoother ride, reducing operator fatigue and improving productivity.
Environmental Considerations
Forklift tires can impact environmental factors such as noise levels and emissions. Choosing eco-friendly tire options, such as electric forklifts with non-marking tires, can help minimize the carbon footprint and comply with workplace regulations.
In essence, forklift tires are not just rubber components; they are critical elements that directly influence forklift operations’ performance, safety, and efficiency. Investing in the right tires tailored to the specific needs of your workplace environment is essential for optimizing productivity and ensuring a secure working environment.
If you need help selecting or replacing your forklift tires, our team of material handling experts is here to assist you. Reach out today to schedule a complimentary consultation with one of our forklift tire specialists.
Want to upgrade your forklift with new tires at unbeatable prices? We have front and rear options available in cushion and pneumatic styles. Shop our tire sale now. The offer ends on June 30, 2024.
Efficiency is critical in warehouse operations. One way to maximize efficiency is to use narrow aisle forklifts. These specialized forklifts navigate tight spaces and narrow aisles, making them ideal for warehouses with limited space. This article will discuss the different types of narrow aisle forklifts and offer tips on using them effectively.
Types of Narrow Aisle Forklifts
There are three main types of narrow aisle forklifts: reach trucks, order pickers, and very narrow aisle forklifts. Each type has unique features and benefits; choosing the right one for your warehouse depends on your needs.
Reach Trucks
Reach trucks are the most common type of narrow aisle forklifts. They reach high shelves and lift loads to 30 feet. Their narrow chassis and telescoping mast allow them to navigate tight spaces. The reach mechanism extends the forks to reach the load.
One of the main advantages of reach trucks is their ability to lift heavy loads to great heights. They are also highly maneuverable, making them ideal for warehouses with narrow aisles. However, reach trucks are typically unsuitable for outdoor use and are best for smooth, flat surfaces.
Order Pickers
Order pickers, or stock pickers, are designed for order picking and inventory management. They have a platform that allows the operator to stand on and a set of forks that raise and lower to pick items from shelves. Order pickers are ideal for warehouses with high shelves and a high volume of orders.
One of the main advantages of order pickers is their ability to reach high shelves while allowing the operator to have a clear view of the load. They are also highly maneuverable and can navigate through narrow aisles. However, order pickers have a limited load capacity and are unsuitable for outdoor use.
Very Narrow Aisle Forklifts
Very narrow aisle forklifts, or turret trucks, are the most specialized type of narrow aisle forklift. They are designed to operate in aisles as narrow as 5 feet and can reach heights up to 40 feet. They have a rotating mast that allows them to turn in the aisle and pick up loads from either side.
One of the main advantages of very narrow aisle forklifts is their ability to operate in extremely narrow spaces, making them ideal for warehouses with limited space. They also have a high lift capacity and can reach great heights. However, they are more expensive than other types of forklifts and, as with any new forklift model added to your fleet, require specialized training to operate.
How to Use Narrow Aisle Forklifts Effectively
Now that we have discussed the different types of narrow aisle forklifts let’s look at some tips for using them effectively in your warehouse.
Proper Training
The first and most crucial step in using narrow aisle forklifts effectively is ensuring that all operators receive training. Operating a forklift requires specialized skills and knowledge; all operators must be trained and certified before using them.
Training should cover safety procedures, load capacity, and proper forklift operation. Providing refresher training is also essential to ensure operators learn the latest safety protocols and techniques.
Need forklift certification in Los Angeles County? We offer a comprehensive forklift certification program in Los Angeles at our location or yours. We also provide Train the Trainer courses, refresher courses, and group classes. Learn more and sign up here.
Inspect the Forklift Before Use
Before using a narrow aisle forklift:
Inspect it for potential issues.
Check the tires, brakes, and hydraulic system to ensure everything works.
If you see problems, discontinue use until they are resolved.
Plan Your Route
When operating a narrow aisle forklift, planning your route before starting is essential to avoid obstacles and navigate aisles more efficiently. You should also be aware of hazards such as low-hanging objects or uneven surfaces.
Use the Forklift’s Features
Each type of narrow aisle forklift has unique features that can help you operate it more effectively. For example, reach trucks have a reach mechanism that allows them to pick up loads from a distance, while order pickers have a platform enabling the operator to stand on and have a clear view of the load.
Familiarize yourself with the features of the forklift you are using and use them to increase efficiency and safety.
Follow Safety Protocols
Safety should always be a top priority when operating a forklift. Follow all safety protocols, such as wearing a seatbelt, using the horn when approaching blind corners, and keeping a safe distance from other forklifts and pedestrians.
It is also important never to overload the forklift and always to use the proper attachments to lift the load.
Narrow aisle forklifts are an asset for warehouses with limited space. By choosing the right type of forklift and following proper training and safety protocols, you can effectively increase efficiency and productivity in your warehouse operations. Always inspect the forklift before use and use its features to your advantage. With these tips, you can make the most of your narrow aisle forklifts and improve your warehouse operations.
Want to rent a narrow aisle forklift before you buy it? TMHS offers daily, monthly, or long-term rental needs from our over 1000+ rental units available. All rental equipment includes maintenance. You also get our rental replacement guarantee, which means if your rental equipment is down for more than 24 hours, a replacement unit is provided at no additional cost. Learn more and request a rental quote here.
You may have come across the terms Toyota 360 Support and Toyota 360 Support Plus, but understanding the nuances can be perplexing. Fear not! In this blog post, we aim to demystify these plans by answering frequently asked questions to understand what each provides and why it’s essential to productivity.
What is Toyota 360 Support?
At its core, Toyota 360 Support embodies Toyota’s commitment to being your partner throughout the entire lifecycle of your material handling equipment. The lifecycle encompasses the processes of buying, owning, servicing, and eventually replacing the equipment when necessary.
Why is Toyota 360 Support necessary?
Downtime is the adversary, and Toyota 360 Support is your shield. By optimizing the performance of your investments, preventing downtime, and safeguarding your bottom line, this support plan ensures you get the most out of your material handling equipment.
What does Toyota 360 Support include?
Toyota 360 Support has many benefits, including a guaranteed 4-hour response time for emergency service requests and a 2-year warranty on genuine parts—all at no additional cost.
What about the cost of Toyota 360 Support?
Good news! Toyota 360 Support is a standard feature in Toyota’s industry-leading warranty, so there’s no extra cost to you.
Can I still get Toyota 360 Support if I relocate?
Absolutely! Toyota has you covered, regardless of your location. Toyota 360 Support provides access to a vast network of over 3,500 certified Toyota technicians and more than 220 dealer locations nationwide.
What is Toyota 360 Support Plus?
Building upon the foundation of Toyota 360 Support, Toyota 360 Support Plus takes it a step further by offering additional perks, such as the first year of Planned Maintenance (up to 4 PMs), carriage-to-counterweight coverage for up to 3 years or 6,000 hours, and a 5-year major component coverage.
How much does Toyota 360 Support Plus cost?
The cost of Toyota 360 Support Plus varies based on the specific model of your material handling equipment. You can find the pricing details for your model on the Toyota website.
Can I get Toyota 360 Support Plus with T-Matics installed?
Indeed, although there is a slightly higher cost associated with it. Detailed pricing information for specific models with T-Matics installed is available on the Toyota website.
Can I extend Toyota 360 Support Plus beyond three years?
Absolutely! Toyota 360 Support offers 4- and 5-year options for most models. Check the Toyota website to see if an extended plan is available for your specific model.
How much money can I save with Toyota 360 Support Plus?
Savings with Toyota 360 Support Plus are substantial, but the exact amount depends on your specific model. Visit the Toyota website for a value comparison tailored to your equipment.
Is Toyota 360 Support Plus available if my business is far from a Toyota dealership?
Toyota 360 Support Plus pricing and availability apply to customer locations within 50 miles of a Toyota Forklift dealership. Additional charges may apply beyond this distance.
Ready to purchase a forklift with Toyota 360 or Toyota 360 Support Plus?
Contact us to set up a free consultation. Our knowledgeable material-handling professionals can assist you in finding the perfect forklift and 360 Support plan for your specific needs.
Watch a video to learn more about Toyota 360 and 360 Support.
Noblelift, a prominent player in the material handling industry, offers a wide range of reliable and high-quality forklifts designed to meet various industrial material handling needs. If you’re in the market for a Noblelift forklift, this blog will provide all you need to know about the company and its popular line of forklifts and material handling equipment.
Electric Forklifts
Noblelift manufactures several electric forklifts, including models with the latest in battery technology for companies who want the advantages of Lithium-Ion batteries.
Noblelift’s models include the popular 3-wheel electric forklift, a rugged and durable machine with solid pneumatic tires and front-wheel drive, perfect for outdoor use. It excels in powerful travel and impressive turning capabilities, making it an excellent choice for various applications.
Noblelift’s 4-wheel Lithium-Ion Forklift delivers exceptional performance while maintaining low operating and maintenance costs. It’s a top choice for demanding indoor and outdoor operations and works well in confined spaces.
Pallet Jacks and Stackers
Noblelift has over 42 pallet jack models in sizes and options you won’t find anywhere else. For example, Noblelift’s 4,500-lb. Capacity Pallet Truck offers a winning blend of manual and electric functionality, a maintenance-free lithium battery, and the unique option of driving with the tiller in a vertical position to make working in confined areas easy and safe. It shines in applications where space is at a premium, such as tight elevators, trailers, containers, and mezzanine warehouses.
Noblelift’s 2,600-lb. Straddle Stacker is a versatile solution with four different lift height options, making it an excellent fit for light-duty material handling tasks. It features a maintenance-free lithium battery, fast charging, and a built-in charger. It is ideal for light and medium-duty operations, high-reach applications in narrow aisles, and warehouses with racking systems.
Load Capacity and Lift Height
Noblelift offers forklifts with various load capacities and lift heights. Select a forklift with the correct specifications to meet your specific needs. Choosing a forklift that can handle the heaviest loads you’ll encounter while providing the necessary lift height for your storage and stacking requirements is crucial.
Safety Features
Safety should be a top priority when selecting a forklift. Noblelift forklifts feature numerous safety features, such as load backrests, overhead guards, and ergonomic operator controls. Ensure the forklift you choose meets all relevant safety standards and regulations in your region.
Maintenance and Service Support
Regular maintenance is essential to keep your forklift operating smoothly. Noblelift dealers offer maintenance and service support. TMHS handles service, parts, and support for Noblelift Forklifts in Los Angeles County.
Test Drive and Operator Training
Before deciding, consider arranging a test drive to get a feel for the forklift’s operation. Additionally, ensure your operators receive proper training to operate the forklift safely and efficiently.
Investing in a Noblelift forklift is wise for businesses looking to enhance their material handling operations. You can make a smart and informed decision by carefully assessing your needs, understanding the different types of forklifts available, and considering factors like load capacity, safety, and service support. With the right Noblelift forklift, you’ll be well on your way to improving efficiency and productivity in your industrial setting.
Operating a forklift in a cold storage environment has unique challenges and safety considerations. This blog post will address common questions about forklift operations in cold storage applications to ensure safety, efficiency, and productivity in these demanding conditions.
1. What are the main challenges of operating a forklift in a cold storage environment?
Cold storage environments present challenges like reduced battery performance, slippery surfaces, and decreased visibility due to condensation or frost on the forklift and racking. Forklift operators must also contend with the risk of hypothermia and frostbite.
2. How are forklift batteries affected by cold temperatures, and what can you do to mitigate this?
Cold temperatures can reduce the efficiency and capacity of forklift batteries. It’s essential to keep batteries warm when not in use, use battery blankets or heated storage, and ensure proper charging procedures. Additionally, consider using lithium-ion batteries that are less affected by cold temperatures than traditional lead-acid batteries.
3. What safety precautions should forklift operators take in cold storage facilities?
Operators should wear appropriate cold-weather gear, including insulated clothing, gloves, and headgear. Maintain clear visibility by regularly defrosting or clearing condensation from the windshield and ensuring good lighting in the facility. Take frequent breaks to avoid exposure to extreme cold and prioritize safety above all else.
4. What kind of tires work best on forklifts in cold storage applications?
In cold storage applications, it’s advisable to use non-marking tires designed for indoor use. As the name suggests, these tires are less likely to leave marks on the floor and provide better traction on icy or wet surfaces.
5. Are there specific forklift options or modifications for cold storage use?
Yes, options and modifications like heated cabins, additional lighting, and non-slip mats can improve safety and efficiency in these challenging conditions. Make sure any options or modifications are compliant with safety regulations.
6. How should forklift operators adjust their driving techniques in cold storage facilities?
Operators should drive more slowly and cautiously in cold storage environments due to reduced traction. Be mindful of potential ice patches and use gentle, controlled movements. Avoid abrupt starts and stops to prevent accidents.
7. How can forklift maintenance be adapted for cold storage conditions?
Regular forklift maintenance is crucial. Ensure the forklift’s heating system, defrosters, and lighting are in top condition. Use lubricants and fluids rated for cold temperatures and implement a preventive maintenance schedule to address cold-related wear and tear.
8. What role does proper training play in forklift operation within a cold storage facility?
Proper training is paramount. Forklift operators should receive specialized training that covers the unique challenges of cold storage environments, including the impact of cold temperatures on equipment and safety procedures specific to these conditions.
9. Are there regulations or standards for forklift operation in cold storage facilities?
While there are no specific regulations solely for cold storage, general forklift safety regulations apply. Additionally, it’s essential to adhere to regulations related to cold storage safety, such as maintaining emergency exits and fire suppression systems in proper working order.
10. How can forklift operators stay alert and focus during long shifts in cold storage environments?
Staying alert is crucial for safety. Operators should take regular breaks in warm areas to prevent cold-related fatigue and implement shift rotations to avoid extended exposure to extreme cold. Hydration and nutrition are also important.
You can maintain a productive and safe work environment in even the coldest conditions by understanding the unique challenges and taking appropriate measures such as battery care, safety precautions, and equipment adjustments. Stay warm and safe out there!
Would you like an expert to help determine which truck and specifications suit your cold storage operation? Contact us to schedule a site visit today.
Automated Guided Vehicles (AGVs) are reshaping the way industries operate, offering a bounty of benefits for those ready to embrace the future of automation. Learn how autonomous machines increase efficiency across various sectors and how you can introduce them into your operations with little or no infrastructure required.
Understanding AGVs
AGVs are self-operating mobile robots guided by sensors, cameras, and predefined routes or markers. They transport goods, materials, or products within a facility without human intervention. AGVs can come in various forms, from small, compact robots to larger, more specialized machines, depending on the application’s specific needs.
Six Ways AGVs Boost Efficiency
Improved Workflow and Material Handling: AGVs excel in repetitive and time-consuming tasks like material transport. By deploying AGVs in a facility, companies can significantly reduce the time and effort spent moving goods from one location to another.
Precise and Consistent Operations: AGVs operate with remarkable precision. They can follow predefined routes within millimeter accuracy, ensuring that materials are delivered to the correct location every time. This level of consistency minimizes errors and reduces the need for rework, ultimately improving overall efficiency.
24/7 Operations: Unlike human workers who need breaks and rest, AGVs can operate around the clock. This continuous operation capability means production can continue uninterrupted, increasing output and efficiency.
Scalability: As businesses grow, their material handling needs often increase. AGV systems are easily scalable by adding more robots to the fleet. This flexibility ensures companies can adapt to changing demands without significant disruptions or delays.
Safety and Reduced Downtime: Safety is a top priority in any industrial setting. AGVs use advanced safety features such as collision avoidance systems and emergency stop capabilities to help protect employees and minimize downtime due to accidents.
Data-Driven Optimization: AGVs use sensors and cameras that collect valuable data about operations, including traffic patterns, cycle times, and resource utilization. This data helps identify areas for optimization and continuous improvement.
Applications Across Industries
AGVs are versatile and find applications across various industries:
Manufacturing: AGVs transport materials to assembly lines, reducing idle time and increasing production rates.
Warehousing and Distribution: AGVs efficiently move goods within warehouses, helping to meet the demands of e-commerce and same-day delivery services.
Healthcare: AGVs are used in hospitals to transport medications, supplies, and linens, allowing healthcare professionals to focus on patient care.
Automotive: AGVs help automotive plants deliver parts, support assembly lines, and transport finished vehicles.
Agriculture: AGVs can automate crop harvesting and transportation in large-scale farming operations.
Toyota’s Automated Forklifts
Toyota’s Automated Forklifts rely on LiDAR-based natural features navigation, ensuring precise positioning and load delivery with accuracy tolerances of as little as half an inch.
What is the benefit for you? You won’t have to undergo the hassle of reorganizing your facility’s infrastructure or dealing with a complex setup process. We create a detailed map of the designated work area for the Toyota Center-Controlled Rider Automated Forklift, and the equipment takes care of the rest effortlessly.
Toyota currently offers two Automated Forklifts.
Center-Controlled Rider Pallet Jack: Constructed upon the dependable foundation of the Toyota Center-Controlled Rider Pallet Jack, the groundbreaking Toyota Center-Controlled Rider Automated Forklift leverages state-of-the-art environmental sensing to automate repetitive warehouse tasks. Employing advanced sensors for cutting-edge mapped-object detection combines Toyota’s renowned warehouse equipment reliability with cutting-edge automation technology. This synergy results in cost reduction and operational streamlining for your facility.
Core Tow Tractor Automated Forklift: The Toyota Automated Core Tow Tractor uses an advanced AC Drive System, AC Drive Motor, and regenerative braking capabilities. This powerful tow tractor significantly enhances productivity and is the perfect solution for horizontal material transport and cart pulling within your facility. Furthermore, each AGV in the lineup harnesses the power of LIDAR-based natural features navigation, reducing the need for extensive infrastructure or intricate setup procedures.
AGVs represent a paradigm shift in industrial automation, offering many advantages to businesses seeking to enhance efficiency. If you are ready to embrace the AGV revolution and unlock the full potential in your operations, contact our automation experts to schedule a free consultation today.
If you work in a warehouse, distribution center, or any industry dealing with heavy loads, chances are you’ve encountered a pallet jack. Also known as a pallet truck, hand pallet jack, or pump truck, this versatile tool moves and transports pallets efficiently and safely. Whether you’re a novice or an experienced operator, this comprehensive guide will provide step-by-step instructions about using a pallet jack effectively.
Step 1: Familiarize Yourself with the Pallet Jack
When you use a pallet jack for the first time, take a moment to familiarize yourself with its components:
Handle: The long, vertical handle allows you to maneuver the pallet jack.
Pump Lever: The pump lever near the handle raises and lowers the forks.
Forks: The two parallel prongs that go beneath the pallet to lift and carry it.
Load Wheels: The small wheels located on the front edge of the forks that support the weight of the load.
Steer Wheels: The larger wheels at the rear of the pallet jack help with steering.
Step 2: Ensure Safety First
Safety should always be your top priority. Before using the pallet jack, follow these safety measures:
Ensure the operators learning to use a pallet jack are trained and competent. Provide operator training before teaching someone how to use a pallet jack. It’s an OSHA requirement. If you’re in Los Angeles County, sign up for forklift operator safety training in Santa Fe Springs or inquire about training at your location. We offer forklift safety training classes in English and Spanish.
Wear appropriate personal protective equipment (PPE) such as safety shoes and gloves.
Inspect the pallet jack for any damage or defects. Ensure the wheels are in good condition and the forks are not bent or cracked.
Check the load capacity of the pallet jack and ensure the load you’re about to move does not exceed it.
Clear the path of any obstacles or debris that may hinder your movement.
Step 3: Positioning and Loading the Pallet Jack
Now that you’re ready to use the pallet jack follow these steps to position and load it correctly:
Position the pallet jack at the side of the pallet. Align the forks with the gaps between the pallet boards.
Make sure the forks are fully inserted into the pallet to ensure stability.
Adjust the width of the forks to match the width of the pallet.
Ensure the load is evenly distributed on the pallet to maintain balance and stability.
Step 4: Lifting and Moving the Pallet Jack
With the pallet jack properly loaded, it’s time to lift and move the load:
Stand behind the pallet jack and firmly grasp the handle.
Pump the lever to raise the forks off the ground. Use smooth and even motions.
Push the pallet jack forward once the forks reach the desired height, using your body weight to steer it.
Turn the handle in the desired direction while maintaining a steady pace to change direction.
Slow down or stop the pallet jack gradually to avoid sudden jolts that could compromise the load’s stability.
Use caution when approaching corners or narrow spaces to prevent accidents.
Step 5: Unloading the Pallet Jack
When it’s time to unload the pallet, follow these steps:
Position the pallet jack in front of the desired location for unloading.
Slowly lower the forks by operating the pump lever, keeping an eye on the load, and ensuring it is stable.
Once the load is safely on the ground, carefully remove the forks from beneath the pallet.
If necessary, secure the unloaded pallet using straps or other appropriate means.
Mastering a pallet jack can significantly enhance your efficiency and safety when handling heavy loads. By following these step-by-step instructions and practicing good safety measures, you’ll know how to use a pallet jack and perform like an expert in no time. Always prioritize safety, regularly inspect your pallet jack, and seek professional training if necessary. Happy pallet moving!
At Toyota Material Handling Solutions, we take pride in offering a wide range of reliable and high-quality pallet jacks for sale for various industries. Our selection includes renowned brands such as Toyota, Tora-Max, Heli, and Noblelift, ensuring you can access the best equipment for your specific requirements. Contact us to get a list of new pallet jacks for sale.
Toyota Forklifts introduced three new electric forklift models to add to its industry-leading material-handling products and solutions. Now, your options include a Side-Entry End Rider, a Center Rider Stacker, and an Industrial Tow Tractor for next-level efficiency, versatility, and best-in-class performance.
Side-Entry End Rider Electric Pallet Jack
The Side-Entry End Rider Pallet Jack is a versatile and efficient solution for pallet handling operations. The top features of Toyota’s new Side-Entry End Rider Pallet Jack include:
Best-in-class turning radius, which allows for greater maneuverability in tight spaces.
Easy pallet entry and exit make it simple and quick to load and unload goods.
An operator’s compartment is designed with ergonomics in mind, making it comfortable for the operator to work long hours.
A forward-facing operator position to provide a clear line of sight when picking and placing loads, ensuring greater accuracy and safety during operations.
An AC drive motor for a smooth and quiet operation.
A programmable performance feature allows operators to customize the equipment’s performance to their specific needs, which increases uptime and productivity.
Standard power steering, which reduces operator fatigue and increases efficiency.
A multifunction control handle designed to simplify operation, with ergonomically positioned handgrips, dual thumbwheels, and lift, lower, and horn buttons.
Center Rider Stacker
Toyota’s new Center Rider Stacker is great for low-level picking, dock work, and narrow-aisle stacking. The Center Rider Stackers’ top features include:
Adjustable fork design allows operators to adjust the fork height for different pallet sizes easily. This feature ensures that the equipment can handle a wide range of loads and reduces the need for manual adjustments.
Equipped with an AC drive motor, which provides smooth and quiet operation. This feature helps increase operator comfort and productivity, making it easier for operators to work longer.
A low center of gravity and an electronic brake system that automatically engages when the operator releases the control handle to ensure the equipment stops immediately, preventing accidents and injuries.
Automatic speed reduction when turning corners to reduce the risk of tipping over or losing control.
A spacious operator compartment, a cushioned platform, and adjustable steering help to reduce operator fatigue and increase productivity.
Industrial Tow Tractor
Toyota Forklift’s Industrial Tow Tractor is highly versatile and efficient for transporting goods within factories, warehouses, and distribution centers. The Industrial Tow Tractor’s top features include:
A powerful AC drive motor ensures smooth and efficient operation, reducing operator fatigue and increasing productivity.
A regenerative braking system that helps conserve energy and prolong battery life makes it an eco-friendly solution for material handling.
A compact and ergonomic design makes it easy to maneuver in tight spaces.
A low center of gravity enhances stability, reducing the risk of tipping over when transporting heavy loads.
A fully adjustable seat, steering wheel, and controls ensure maximum operator comfort during long working hours.
A multifunction control handle with lift, lower, and horn buttons makes it easy to operate with either hand.
A safety switch that automatically stops the vehicle when the operator releases the handle.
An automatic speed reduction system slows down the tow tractor when turning corners or going uphill to prevent accidents and reduce the risk of damage to goods.
Toyota constantly innovates and improves its products to give customers the latest technology, safety features, and ergonomic designs. Our sales professionals are experts in Toyota’s equipment and energy-efficient solutions. Contact us to set up a free consultation today!
Toyota’s Side-Entry End Rider is an ergonomically friendly, electric-powered pallet jack that provides operators with the option to enter the truck from either side. Offered in a 6,000 and 8,000 lb. capacity, the forward-facing operator position allows operators to have a clear line of sight while picking and placing loads. It is the ideal truck for dock work, cross-warehouse hauling, and low-level order picking.
Discover the productivity-enhancing features of this pallet jack and why you may consider adding it to your fleet.
Advantages of the Side-Entry End Rider Pallet Jack
The Side-Entry End Rider Pallet Jack is equipped with a best-in-class turning radius and easy pallet entry and exit to get the job done. The forward-facing operator position provides a clear line of sight for operators when picking and placing loads. The Side-Entry End Rider keeps operators comfortable while increasing uptime with an AC drive motor and programmable performance.
Key Features Include:
Standard Power Steering decreases the amount of effort required to steer and increases operator comfort and efficiency.
Multifunction Control Handle with ergonomically positioned handgrips, dual thumbwheels, and lift, lower, and horn buttons for simplified operation of all controls with either hand.
Programmable Fork Height Travel Speed Limit helps prevent wear by slowing travel when the forks are fully lowered, which can cause premature wear of the undercarriage.
Want to further customize your pallet jack? The Side-Entry End Rider has a variety of options, including accessory bars, storage trays, and heavy-duty casters. The option for cold storage conditioning provides protection to the bearings, bushings, and steel pins so the pallet jack can be used in cold environments. The pin code access pad option reduces the potential for unauthorized users, allowing up to 10 different options.
Pallet Jacks Available from Toyota
Enclosed End Rider Pallet Jack – The Enclosed End Rider Pallet Jack offers a side stance operating position that enables operators to change direction easily and travel long runs. It is equipped with electric power steering and an AC drive motor for increased operator comfort and smooth travel.
Center-Controlled Rider Pallet Jack – The Center-Controlled Rider Pallet Jack doubles as a floor-level order picker and has an operator platform in the middle of the truck. It comes equipped with a fork height travel interlock to train operators to travel with the forks raised.
End-Controlled Rider Pallet Jack– The End-Controlled Rider Pallet Jack provides an operator platform at the end of the pallet jack for easier entry and exit, which also doubles as a Low-Level Order Picker. The multifunction control handle with ergonomic controls offers a simplified operation for controlling the truck with either hand.
For more information about Toyota’s Side-Entry End Rider, contact us today.
Electric ForkliftsProductivityResource Center/BLOG
You want equipment that won’t shy away from a challenge when working hard. The all-new Compact, Second-Generation Electric Walkie Pallet Jack and Tora-Max Walkie Stacker help transport materials quickly and efficiently. Learn more about these units and why they should be part of your fleet.
Compact Tora-Max Electric Walkie Pallet Jack
Exchangeable Lithium-Ion Battery
The Compact Tora-Max Electric Walkie Pallet Jack is a versatile, lightweight, cost-effective solution for quickly lifting pallets. The cartridge-style lithium-ion battery increases productivity and reduces downtime, reducing the need to recharge the battery frequently. With the option to charge the battery inside and outside your truck, and an optional second battery pack, you can increase run time to stay on the move.
Ergonomic Controls
The Tora-Max Electric Walkie Pallet Jack features a control handle, turtle button, pin code panel, and electric lift/lower buttons that are easy to reach for convenient operation.
Maintenance-Free Battery
The Tora-Max Electric Walkie Pallet Jack has a maintenance-free, sealed lead-acid battery and a built-in charger to reduce operating costs and minimize downtime.
Durable Components
The Tora-Max Electric Walkie Pallet Jack is a durable and efficient lift with heavy-duty chassis, polyurethane drive tires, and a steel battery cover for protection. It also includes exit rollers for easy entry and exit on and off pallets and is powered by an efficient AC drive motor.
Tora-Max Walkie Stacker
Versatile Stacker
The Tora-Max Electric Walkie Stacker is versatile and maneuverable, with a load capacity of up to 2,600 lbs. It has pinwheel capability for tight spaces and adjustable base legs for stability with various load sizes. Click here to watch a video of the Tora-Max Walkie Stacker in action.
Operator Comfort
The Tora-Max Walkie Stacker easily navigates tight spaces while providing operator comfort and control. It features lift and lower controls, ergonomic hand grips, and fingertip controls for efficient operation.
24V Lithium-Ion Battery with Built-In Charger
The Tora-Max Walkie Stacker has a 24-volt lithium-ion battery and built-in charger for quick and dependable operation. It also includes an LCD Battery Discharge Indicator with Hour Meter that displays battery usage, fault codes, and working hours.
Do you need help choosing which forklift to buy? We help businesses in Los Angeles County secure new, used, and rental forklifts. Contact us here to talk to a material handling specialist today.
Electric ForkliftsProductivityResource Center/BLOG
As part of its climate change mitigation efforts, California plans to lead the nation in transitioning all new forklifts away from fossil fuels and towards zero-emission models. The California Air Resources Board’s (CARB) proposed legislation would require businesses to swap traditional forklifts, such as propane or diesel models, for electric ones that produce no harmful emissions.
The proposed legislation is coming up quickly – CARB plans to ban sales of all new forklifts that are not zero-emission by 2026. Click here for the latest updates from CARB.
Many California businesses are now getting ahead of CARB’s proposed zero-emissions mandate by adding electric forklifts to their fleet. If you’re a first-time electric forklift user or you’ve been using them for years, let’s consider why purchasing a TOYOTA electric forklift is better than buying another brand.
REASONS TO BUY A TOYOTA ELECTRIC FORKLIFT
1. Electric Solutions for Every Application
Toyota Electric Forklifts fit a wide variety of applications. Toyota has an electric solution for every task, from the 3-Wheel Electric for efficient material handling to the Toyota Reach Truck for operating in narrow aisles to the Toyota Large Electric to easily tackle even your heaviest task. Toyota also sets itself apart by providing electric-powered models for indoor and outdoor use.
2. Outperforms the Competition
Toyota’s 3-Wheel Electric Forklift has quickly become the industry leader in electric forklifts, setting a high bar with 15 percent greater energy efficiency and up to 23 percent speedier travel than other brand models. It also outperforms the competition in lift/lower speeds by 8 percent faster on average.
In addition, Toyota’s 3-Wheel Electric Forklift is easy to maintain and has a 40 percent longer battery life than the competition. No wonder it is a top seller in Toyota’s forklift line.
3. Industry’s Most Expansive Reach Truck Lineup
Last year, Toyota launched a historic twenty-two new forklifts and material handling products – the most extensive product launch in the company’s history. The launch consists of 12 new reach truck models – giving Toyota the most expansive reach truck lineup in the industry.
Toyota’s Reach Trucks are designed for safety, efficiency, and productivity. They feature padded floor and brake pedals, high visibility overhead guard, and padded lean points to make using the lift for extended periods safe and comfortable.
4. Powerful Energy Options
To keep up with customer demands, Toyota Industrial Energy Solutions provides various energy solutions designed for your needs, ranging from reliable and affordable lead acid batteries to cutting-edge lithium-ion power sources. Click here to read FAQs about forklift batteries.
5. Quality Built In
From a single forklift to an entire fleet, Toyota’s quality, durability, reliability, and value are built-in thanks to advanced technology and the world-renowned Toyota Production System. In addition, Toyota designed and built AC drives and pump motors to provide industry-leading run time and performance. Click here to learn about the benefits of using an AC-powered electric forklift.
6. One-Stop Shop for Forklift Parts
Toyota is also your one-stop shop for Toyota Genuine Parts and parts for your entire fleet of material handling equipment. Our extensive cross-reference database gives us access to millions of parts numbers and competitive supply sources. Whether you need tires, brakes, or forks, we can find them faster than the competition.
7. Toyota 360 Support
Toyota 360 Support represents Toyota’s promise to be your partner while buying, owning, servicing, and eventually replacing the material handling equipment when the need arises. Click here to read FAQs about Toyota 360 Support.
SAFETY IN A TOYOTA ELECTRIC FORKLIFT
8. Safety Innovation
Safety is essential for your employees and your bottom line. OSHA’s $afety Pays tool will tell you exactly how much a workplace injury could cost your business. The calculator breaks down the costs of 40 types of injuries and illnesses and shows the direct and indirect costs. And to drive home the importance of safety to your bottom line, the tool calculates the additional sales revenue you would need to generate to cover these costs.
Toyota introduced the world’s first and only System of Active Stability (SAS). The system electronically monitors the forklift’s operations to help reduce the likelihood of lateral and longitudinal tip-overs. Toyota’s SAS comes standard on most Toyota forklifts, including the popular 3-wheel and core electric models. Click here to watch SAS in action.
Proximity sensors are another important safety device to help prevent collisions by detecting objects in the forklift’s path. Toyota’s all-new SEnS Smart Environment Sensor™ (SEnS) pedestrian detection system can assist operators in identifying a pedestrian or object behind their forklift during a shift. SEnS uses advanced technology and proprietary algorithms to distinguish between these obstacles. Click here to learn more about Toyota’s SEnS system and other must-have safety devices for your forklift.
When you’re purchasing an electric forklift, the allure of an inexpensive option can be tempting. However, investing in a high-quality Toyota electric forklift from us comes with everything mentioned above and more. Click here for seven ways we can help your business beyond forklifts.
Let us know if you’re in Los Angeles County and need help deciding when to add electric forklifts to your fleet. Our sales consultants can provide expert advice and answer questions about CARB’s proposed zero-emission mandates.
Toyota has long been a leader in safety innovations. Since 1999, Toyota has equipped most of its forklifts with the Toyota System of Active Stability (SAS) to protect operators in potentially hazardous situations. SAS is a Toyota-engineered safety system comprised of 10 sensors, three actuators, and a controller that monitors the forklift’s operations and automatically takes protective action when needed. Recently, Toyota launched the SEnS Smart Environment Sensor (Toyota’s SEnS) to protect both forklift operators and pedestrians.
According to a recent study by EHS Today, nearly all (97%) working Americans said feeling safe is important in determining where to work. However, the same study also found that only half (55%) of working Americans feel their employer has made more effort to ensure their safety than in previous years.
If you want to attract and retain employees, looking for ways to make your workplace safe is more important than ever. Let’s look at how Toyota’s SEnS Smart Environment Sensor (SEnS) and SEnS Smart Environment Sensor Plus (SEnS+) can increase the safety of forklift operators and everyone around them.
TOYOTA’S SEnS SMART ENVIRONMENT SENSOR (SEnS)
How does the SEnS Smart Environment Sensor® (SEnS) work?
A SEnS Smart Environment Sensor, designed and engineered by Toyota, uses advanced technology to help operators identify a pedestrian or object behind a forklift. The sensor uses proprietary algorithms to distinguish between the two.
How does SEnS alert a forklift operator about a pedestrian or object?
If within a detectible range, a buzzer and four indicator lights alert the operator when a pedestrian or object is within a certain range of the forklift’s rear.
Does SEnS let a forklift operator know if the pedestrian or object keeps getting closer?
Yes, the frequency in which the warning lights blink and the buzzer sound increases as the pedestrian or object enters a zone closer to the forklift’s rear.
How far away can SEnS detect objects?
SEnS can detect objects up to 32 feet away.
How many zones can be programmed with SEnS?
Customers can program up to three detection zones with different audible and visual alarms for each zone.
How do I get SEnS?
SEnS is available as an add-on kit for select Toyota Forklifts.
Which Toyota Forklifts are compatible with SEnS?
The following Toyota Forklifts are currently compatible with SEnS. Forklifts already in use can be retrofitted for this product or added to new models.
3-Wheel Electric Forklift
Core Electric Forklift
Core IC Cushion Forklift
Large IC Cushion Forklift
Core IC Pneumatic Forklift
Mid IC Pneumatic Forklift
Large IC Pneumatic Forklift
Box Car Special Forklift
Paper Roll Special Forklift
Can I see SEnS in action?
TOYOTA’S SEnS SMART ENVIRONMENT SENSOR PLUS (SEnS+)
What is Toyota’s SEnS Smart Environment Sensor Plus™ (SEnS+)?
The SEnS Smart Environment Sensor Plus (SEnS+) is an operator-assist system featuring truck slowdown.
How does SEnS+ work?
The Smart Environment Sensor Plus™ (SEnS+) camera has been exclusively designed for forklifts to detect objects and pedestrians in the detection range. The system supports your operation by notifying the operator with a warning buzzer and warning lights. Audible notifications have three distinct levels based on the distance of the obstacle.
In addition to the system notifications, the system can control the traveling speed and slow down the truck for pedestrians and objects in specific conditions.
Which Toyota Forklifts are compatible with SEnS+?
The following Toyota Forklifts are currently compatible with SEnS+. This technology is only available on new forklift models.
3-Wheel Electric Forklift
Core Electric Forklift
Are these systems compatible with any business?
SEnS and SEnS+ work with multiple input voltages and fit a variety of applications. Contact us to set up a demo and a complimentary site visit.
Order picking is one of the most critical processes in a warehouse. It is a complex task that requires speed, accuracy, and efficiency to ensure the right products get to the right customers on time. Here are some essential tips to ensure you get the most out of your order-picking process.
1. Create a Labeling System
A practical labeling system for your warehouse is essential to streamline the order-picking process. Ensure labels are clear, legible, and easy to read from a distance. Utilize color coding and standard symbols to simplify navigation even further.
2. Organization is Key
Being organized plays a crucial role in order picking accuracy and efficiency. Put like items together, separate them by size or type, and assign specific warehouse areas to them. Additionally, it would help to organize your warehouse so that frequently picked items are easily accessible and require minimal travel time for workers.
3. Use Advanced Technology
Innovative technologies are coming out daily to make work easier and more efficient. Voice technology and bar-code scanners can help boost accuracy and speed up order fulfillment times. RFID tracking systems provide real-time visibility over inventory levels across multiple warehouses simultaneously. And Smart Environment Sensors provide operators with pedestrian and object detection. However, it is essential to use these technologies cautiously as they can lead to errors if not properly implemented or maintained.
Want to learn more? Click here to read our blog post about six order-picking technologies and the benefits of each one.
4. Embrace Automation
Automated systems such as conveyor belts or robotic arms can help speed up the order-picking process and reduce errors due to human error. Automated guided vehicles (AGVs) can move stock around without human intervention. Autonomous mobile robots can handle hundreds of daily tasks and thousands of orders every week. Investing in automation technology can be costly upfront, but it will pay off overall with increased efficiency and accuracy.
5. Put Safety First
Safety should always be a top priority when working in a warehouse environment. To protect workers, provide plenty of safety gear, such as gloves, protective clothing, goggles, etc. Create clear pathways throughout the warehouse so workers do not trip over boxes or other obstacles. Train employees to use any automated systems or manual processes used in order picking.
If you have questions about how to set up your warehouse effectively, we can help. Our material handling solutions experts have decades of knowledge and training to help you choose the right products and solutions for your needs. Contact us to set up a free consultation. We can also help with operator safety training classes at your location.
Order picking is essential to any successful warehouse operation, but it does not have to be challenging. By utilizing clear labeling systems, practicing good organization techniques, taking advantage of modern technologies, embracing automation, and putting safety first, you can optimize your order-picking process for greater efficiency and accuracy with relative ease. Consider these tips when setting up warehouse operations to get orders out faster while minimizing errors!
The California Air Resources Board (CARB) recently proposed its plan to phase out sales of all new gas-powered forklifts in the state by the end of 2026. This move is part of their larger effort to reduce air pollution and greenhouse gases in California. Let us answer some of the questions we are frequently asked about the upcoming regulations.
When does the proposed ban take effect?
CARB plans to ban sales of all new forklifts that are not zero-emission by 2026.
What does the mandate mean exactly?
Starting in 2026, businesses may not purchase or lease any new internal combustion (IC) engine forklifts. Companies will also be required to phase out and retire any IC forklifts that are 13 years or older or have an engine that is 13 years or older.
Are all forklifts affected by the planned regulation?
No. The regulation is for IC forklifts with a lift capacity of 12,000 pounds or less.
What forklifts are not affected by the proposed ban?
CARB’s Zero-Emission Mandate does not affect rough-terrain forklifts, pallet jacks, military tactical vehicles, forklifts with telescoping booms, and forklifts owned or operated by facilities that are subject to the Regulation for Mobile Cargo Handling Equipment at Ports and Intermodal Rail Yards.
Are there any exemptions or allowances for businesses to continue to use IC forklifts?
Yes. If businesses report their intention in advance, there is an allowance that allows for IC forklift rentals for unexpected occurrences or seasonal workload increases for up to 30 days each calendar year. There is also a low-use exemption to allow fleets to keep some IC forklift trucks if they are used for fewer than 200 hours per calendar year.
Is there a limit to how many low-use forklifts a business can have in service?
The number of low-use IC forklifts allowed is 10% of the total fleet.
Are there any exemptions for small businesses?
Yes! Businesses with fewer than 25 employees and less than $5 million in annual gross receipts can keep one low-use IC forklift indefinitely.
Are there any incentives for businesses to switch to electric?
Yes! CARB’s Low Carbon Fuel Standard offers cash incentives to zero-emission electric equipment owners. Click here to learn more.
What kind of paperwork is involved to stay compliant with CARB’s mandate?
Businesses must file an initial report with CARB that includes basic company and forklift information and a final report when the fleet has fully transitioned to zero-emission.
Can I get more answers?
You bet. If you have more questions, our material handling experts know everything about CARB’s Zero Emission Forklift Mandate. Click here to set up a free consultation.
If you are in the market for a forklift, you may wonder if you should buy or rent one. Both sides have pros and cons, but in general, renting a forklift is a more flexible option. Here are four benefits of renting a forklift:
You can get the correct type of equipment for your short-term project needs.
You can upgrade, or downgrade as needed.
You can avoid the hassle and expense of owning a forklift.
You have access to material handling experts to help with set-up and training.
GET THE RIGHT EQUIPMENT FOR SHORT-TERM PROJECTS
If you only need a forklift for a short-term project, then renting is the way. Renting a forklift is also an excellent option for businesses that do not have the storage space for one.
Scissor lifts and boom lifts (sometimes called aerial work platforms) are popular short-term rentals. They offer many of the same benefits as a forklift but with a few key differences.
They are smaller and more maneuverable, making them ideal for tight spaces.
Unlike some material handling equipment, you can use most scissor lifts and boom lifts indoors and outdoors.
They have a smaller weight capacity than a forklift.
FLEXIBILITY TO UPGRADE OR DOWNGRADE EQUIPMENT
Renting forklifts, pallet jacks, and other material handling equipment allows you to upgrade or downgrade your equipment whenever your business needs change. If you need a bigger forklift for a new project, you can rent one. If your business is downsizing and you don’t need as much equipment, you can return the equipment you don’t need and only pay for what you use.
AVOID THE HASSLE AND EXPENSE OF OWNING EXPENSIVE EQUIPMENT
Buying and maintaining forklifts and material-handling equipment is expensive. Not only do you have to pay for the equipment, but you also must pay for maintenance, repairs, and storage. Renting allows you to avoid the hassle and expense of buying and maintaining a forklift that you may not need in the long run.
GET HELP FROM MATERIAL HANDLING EXPERTS
You get help with setup and training if you rent forklifts, scissor lifts, boom lifts, and other equipment from experienced material handling dealerships. They can help you choose the right equipment for your needs and train you to use it safely.
It’s important to remember that operators need to be trained to safely operate each type of equipment they use. For example, if your forklift driver is certified on 3-wheel electric forklifts and you rent an order picker, they will need additional training to comply with OSHA requirements.
Toyota Material Handling Solutions offers forklift operator safety training that includes classroom and hands-on instruction by Toyota-certified trainers. Click here to read our blog post with answers to common questions about forklift operator training.
If you need a forklift, aerial work platform, or other material-handling equipment for your business, consider renting instead of buying. You only pay for the equipment when you need it, and you don’t have to pay the expenses involved with owning expensive material-handling equipment. You’ll also have more flexibility and options and may even save money in the long run.
Toyota Material Handling Solutions has the industry’s most complete lineup of material handling solutions. Contact us to talk to a rental expert today!
Forklifts are a common sight in warehouses and factories across the country. They are essential pieces of equipment for moving heavy items around safely. However, forklifts can be dangerous if not operated properly. That is why it is important to equip your forklift with the proper safety devices. In this blog post, we will discuss six of the most important safety devices for forklifts.
Overhead guard
Proximity sensor
Backup alarm
Fork positioner
Seat belt
Forklift camera system
1. OVERHEAD GUARD
Every day, forklift operators have a commitment to safety and protection for themselves and those around them. Toyota forklifts have overhead guards designed to help protect operators from falling objects and other obstructions in your facility. All forklifts, no matter the brand, should be equipped with an overhead guard that meets or exceeds OSHA standards.
2. PROXIMITY SENSOR
Proximity sensors are another important safety device for forklifts. They help to prevent collisions by detecting objects in the path of the forklift.
Toyota’s all-new SEnS Smart Environment Sensor™ (SEnS) pedestrian detection system can assist operators in identifying a pedestrian or object behind their forklift during a shift. SEnS uses advanced technology and proprietary algorithms to distinguish between these obstacles.
SEnS can detect objects up to 32 feet away. If within a detectible range, a buzzer and four indicator lights will alert the operator that a pedestrian or object is within a certain range of the rear of the forklift.
With Toyota’s SEnS sensor, you can program up to three detection zones with different audible and visual alarms for each zone. The frequency in which the buzzer sounds and warning lights blink increases as the pedestrian or object enters a zone closer to the rear of the forklift. Detection zones can be configured to meet various customer applications.
SEnS is available on new Toyota forklifts. It can also be retrofitted for select Toyota forklift models currently in use. SEnS works with multiple input voltages and fits a variety of applications.
The following Toyota Forklifts are currently compatible with Toyota’s SEnS. Please check with your local dealer on the availability of these products.
Another important safety device for forklifts is a backup alarm. This warns pedestrians and other operators when the forklift is backing up. This is especially important in busy warehouses where there is a lot of foot traffic.
4. FORK POSITIONER
Fork positioners are another must-have safety device for forklifts. They allow operators to move the forks quickly and safely from the operator seat. There are several types of fork positioners, so ask an expert to decide which one is right for you.
5. SEAT BELT
Most forklifts come standard with a seat belt. This is a critical safety feature that should always be used when operating the forklift. A seat belt keeps the operator securely in the seat in case of a sudden stop or collision and reduces the severity and incidence of injuries in the event of a tip-over.
6. FORKLIFT CAMERA SYSTEM
Operator safety is further enhanced with the forklift camera system. This system gives the operator a clear view of the area behind the forklift. It is especially helpful in busy warehouses where there is a lot of foot traffic.
These are just a few of the most important safety devices for forklifts. Be sure to equip your forklift with these devices to help keep your workplace safe. If you need help outfitting your forklifts with safety equipment, our material handling experts can help. Click here to set up a free onsite consultation.
We also offer forklift operator safety training. Sending operators to forklift training to improve safety and increase efficiency isn’t just a good idea – OSHA certification is a requirement. Keep your operators and pedestrians safe and increase productivity with professional training from Toyota Material Handling Solutions. Click here to sign up.
Deciding whether to rent or buy a forklift is an important financial decision. There is much to consider, and the process might leave you with more questions than answers.
We have prepared a quick list of the benefits of renting and buying a forklift and also answered ten frequently asked questions about renting vs. buying a forklift so you can make the best decision for your needs.
BENEFITS OF RENTING VS. BUYING A FORKLIFT
Benefits of Renting Forklifts and Material Handling Equipment
No maintenance budget or forklift techs required
Get equipment with the latest ergonomics and technology
Flexibility to switch equipment whenever you need
Great for seasonal highs and lows
Benefits of Buying Forklifts and Material Handling Equipment
Pay for only the features you want and need
Customize your equipment with special forks and other options
Buying capital equipment can have tax and other financial benefits
FAQS ABOUT RENTING A FORKLIFT VS. BUYING A FORKLIFT
Here are answers to ten frequently asked questions about renting vs. buying a forklift.
Who takes care of maintenance on rental forklifts? The rental company will take care of servicing your forklift if any problems arise. They should also provide replacement equipment at no charge while your initial rental is out of service.
What is the difference between a short- and long-term forklift rental? Short-term rentals range from weeks to up to six months. Long-term rentals range from six months and longer.
We have rough terrain. Should we rent or buy a forklift? You should consider buying a forklift if you work in a harsh environment. Excessive wear and tear on rental material handling equipment could cost you.
We have limited capital. Should we rent or buy a forklift? Renting a forklift has lower upfront costs than buying a forklift.
What is in a forklift rental agreement? Most rental agreements include delivery, pick-up, service, maintenance, etc. Make sure there are no hidden costs when you compare quotes.
Can we rent forklift attachments and accessories? Yes. Many companies rent propane tanks, fork positioners, paper roll clamps, and other add-on equipment.
Can we rent-to-own material handling equipment? Yes. Many rental equipment companies have rent-to-own contract options.
Are there benefits to renting from a material handling dealer? Material handling dealers specialize in forklifts and warehouse equipment; you will have a broader range of equipment to choose from and access to experts in the field.
We need extra forklifts during our busy season. Should we rent or buy? Material handling equipment is expensive. It is best to rent if you only need additional equipment for a few weeks or months a year.
We have multiple locations but do not have a way to transport material handling equipment between them. Should we rent or buy? If you need to move equipment between sites and do not want to purchase another piece of equipment, renting might be better. The rental company can take care of delivery and pick up at each location, along with service, cleaning, and other things.
Have more questions, or are you ready to rent or buy? Contact us to speak to one of our material-handling experts today!
Leasing a forklift is an excellent alternative to buying new or used material handling equipment. There are many advantages to leasing, including buying at the end of the lease or trading in your leased equipment for the newest model. Read on to learn the answers to frequently asked questions about leasing a forklift.
What are some of the benefits of leasing a forklift?
Get a new model every few years. Do your operators want the latest bells and whistles when a new forklift model comes out? Leasing allows you to upgrade to the newest model when you turn in an old model at the end of the lease. Your operators will thank you.
Get new equipment every few years. Sometimes you need an entirely different forklift, order picker, reach truck, or other material handling equipment. Just turn in your forklift at the end of your lease and pick up the new equipment you need.
Lower monthly payments. Lease payments are often lower than loan payments. Run the numbers so you can make the best decision for your company.
Can someone help me pick the right material handling equipment?
Yes, our experts perform a site visit to assess your needs and help you choose the right equipment for your facility.
What happens after delivery?
As your material handling solutions partner, we are always available to answer any questions about your equipment or other material handling needs.
Can I add a maintenance program to my leased forklift?
Yes, we highly recommend a planned maintenance program (PM). Ask your material handling expert for options.
How long is a typical forklift lease?
Typically, a forklift lease includes 40 hours of weekly utilization (about 2,000 hours per year).
What happens if we go over the utilization hours?
Overtime charges may apply, which can range from 45 cents per hour to more than $5.00 per hour.
Can I request more utilization hours in my lease agreement?
Yes, if you think you will use your forklift more than 40 hours per week, you can request a higher amount in your lease agreement.
Should I choose a short or long-term lease?
If your utilization rate is low and you want the lowest payment possible, you should pick a 5–6 year lease. If your forklift usage is high, you should consider a shorter lease.
How much do I pay upfront?
In general, there is little or no money due at signing.
Can I buy the forklift after the lease ends?
It depends on your lease agreement. If you want this option, make sure you ask for it before you sign.
Yes, but it can be expensive. Make sure to choose the right material handling equipment and lease term for your individual needs.
Buying, renting, or leasing an expensive piece of material handling equipment is a big purchase. An experienced material handling professional can make sure you get the most value and return on your investment. Contact us for a free consultation today!
Electric ForkliftsProductivityResource Center/BLOG
If you are in the market for a Toyota Tora-Max Electric Walkie Pallet Jack, there are two choices – the regular walkie and the compact walkie. Let’s look at the differences between them to help determine which one is right for you.
TORA-MAX ELECTRIC WALKIE PALLET JACK
The Tora-Max Electric Walkie Pallet Jack is the ideal choice when you need a simple solution for low-to-the-ground throughput applications. It is the perfect solution for entry-level walkie users in the distribution, general manufacturing, and warehousing industries.
The Tora-Max Electric Walkie Pallet Jackhas 48-inch forks and the power to lift products and pallets to 4,000 pounds (about twice the weight of a Clydesdale horse).
Here are the specs for the standard version to see if the size is right for your space:
Overall Length: 68.3 Inches
Height with Extended Handle: 48.4 Inches
Overall Width: 27 Inches
It also features:
Maintenance-Free Sealed Lead-Acid Batteries allow for multiple hours of continuous work and no need for watering
High ground clearance to work around transitions and uneven surfaces
Turtle speed button for improved control and precision
AC Drive Motor
24-Volt Electrical System
24-Inch Load Center
Anti-Roll Back System
Chrome-plated lift cylinder
On-Board Battery Charger for easy, accessible charging
TORA-MAX COMPACT ELECTRIC WALKIE PALLET JACK (LITHIUM)
If you are looking for a smaller version to allow you to work on trailers or other crowded areas, the compact design is the right choice for you. It is the perfect solution for restocking shelves in grocery stores, retail stores, or sales floors, and maneuvering pallets in stockrooms or warehouses.
The Toyota Tora-Max Compact Electric Walkie Pallet Jack features pinwheel capability to get you in and out of tight spaces and has the power to lift heavy loads to 3,300 pounds (about half the weight of an elephant).
Here are the specs to determine if the Tora-Max Compact model will fit in your space:
Overall Length: 60.3 Inches
Height with Extended Handle: 45.7 Inches
Overall Width: 27 Inches
The Toyota Tora-Max Compact Electric Walkie Pallet Jack also features:
24-Volt Battery
DC Drive Motor
Emergency Power Off
Soft-Grip Ergonomic Handles
Easy To Reach Thumb Levers
Fast Charging
Polyurethane Tires
Exchangeable Battery for easy changing and continuous working time
LCD Display with battery charge level, hour meter, turtle speed status, and diagnostic codes
Stability Caster Kit available as an optional accessory
DOES YOUR PLANT HAVE A NO FORKLIFT POLICY?
The Toyota Tora-Max Electric Walkie Pallet Jack and the Compact Electric Walkie Pallet Jack provide a simple solution with solid performance!
DO YOU WANT EASY ORDERING AND DELIVERY?
The Toyota Tora-Max Electric Walkie Pallet Jack and the Compact Walkie Pallet Jack are available to purchase online with free shipping.
CONCERNED ABOUT PARTS AND SERVICE?
Both models come with a 12-month, 1,000 key-on-hour standard warranty. And with our Toyota Certified Technicians at your side, superior parts and service support is just a phone call away.
QUESTIONS?
Contact us for free advice. Our experienced staff is standing by to help you.
Electric ForkliftsReach TrucksResource Center/BLOG
Toyota Forklift dealers have the industry’s most comprehensive material handling solutions. From a single forklift to an entire fleet, Toyota’s quality, durability, reliability, and value are built-in thanks to advanced technology and the world-renowned Toyota Production System.
You may be asking why you should consider Toyota’s electric forklift models over IC forklifts or other brands. Here are the advantages of electric drives over IC drives:
Lower maintenance costs, resulting in savings over the life of the forklift
Electric drives accelerate faster and provide a smoother driving experience for the operator
Electric forklifts experience less downtime, resulting in more productivity
In California, you can get ahead of CARB’s 2035 zero-emission mandate
Here are the top 5 electric forklifts in Toyota’s diverse range of products.
#1 Toyota’s 3-Wheel Electric Forklift
Toyota’s 3-Wheel Electric leads the industry in run time, travel speeds, and lift/lowering rates. Check out these impressive stats. Toyota’s 3-Wheel Electric is:
15 percent more energy efficient than the next competitor
Up to 23 percent faster in travel speed
Up to 8 percent faster in average lift/lower speed
Toyota’s 3-Wheel Electric Forklift also fits in narrow aisles, is easy to maintain, and has a 40 percent longer battery life than the competition. No wonder it is a top seller in Toyota’s forklift line.
#2 Toyota’s Electric Walkie Pallet Jack
Toyota’s Electric Walkie Pallet Jack is a versatile, multi-use solution for almost any application. It is great for mid-distance warehouse runs and excellent for loading and unloading trailers. It is the first to offer a factory option for an integrated fork scale that can calculate weight as it lifts the load.
#3 Toyota’s Electric Order Picker
Need a straightforward solution to retrieve orders? Toyota’s Electric Order Picker is the answer. Its mast rises to 390 inches to reach your tallest racks and quickly moves around narrow aisles and tight spaces. It also features optional wire guidance and double rail guidance systems to minimize rack impact and optional Lift Logic technology to monitor lift height for safe operation.
#4 Toyota’s Electric Reach Truck
Toyota’s Electric Reach Truck is the truck you need for dock-to-stock, stock-to-dock, and optimal visibility in the second-level pallet position. Its open view mast optimizes forward visibility, while its sturdy mast construction minimizes mast sway. It is the perfect warehouse equipment to help you reach higher and work smarter.
#5 Toyota’s Electric Walkie Stacker
Toyota’s Electric Walkie Stacker has a mast capable of raising and lowering loads for light-duty stacking. It is an excellent option for short, and mid-distance runs in busy warehouses. If you are looking for warehouse equipment to handle narrow aisle storage, reach storage racks up to 12 feet and lift loads to 2,500 lbs., Toyota’s Electric Walkie Stacker is your solution.
Do you need help choosing material handling equipment? We can help you decide which electric forklift is right for you. Our seasoned material handling experts know the ins and outs of every piece of material handling equipment available. Contact us for a free on-site consultation today.
Electric ForkliftsProductivityResource Center/BLOG
A facility energy audit is an opportunity to have an experienced, trusted representative from your local material handling solutions provider come to your facility and look for opportunities where you may be able to increase efficiency and lower operational costs based on the use of forklift power options and facility power layouts (i.e. storage locations, charging locations, etc.).
Most importantly: They’ll recommend practical solutions tailored to your specific application and the way your business operates.
Often, these solutions are low-cost, such as process improvements or rotating your existing fleet. Investing in new charging systems, batteries, or other equipment may also be recommended – either now, or in the future when it’s time to replace existing equipment (allowing you to plan ahead for the changes and incorporate them into your budget in advance).
In this post, explore the areas that may be addressed in a facility energy audit.
Auditing Forklift Charging Stations:
Ideally, with the assistance of an electrician or facilities manager, auditors will examine your current battery charging station.
Forklifts keep your business running, and charging stations keep your electric forklifts running. The audit will help you use these areas as efficiently as possible, enabling you to maximize every minute of every shift. The recommendations may pertain to station location, number of charging stations and charging station schedules.
Auditing IC Forklift Fueling Stations:
Auditors will examine IC fueling stations from a variety of angles. They may consider how many trucks the stations are servicing, how much fuel is being consumed, how frequently trucks need to be refueled, and station locations in relation to other key areas and operational spaces.
Making sure that fueling locations and scheduling are convenient to operators in the flow of their work and natural breaking points, such as shift changes, can add up to a major impact on your operation’s efficiency and ROI.
Auditing Forklift Battery Storage:
Your current battery storage facilities and practices will also be evaluated.
Space is often at a premium, especially in warehouses and distribution centers. For those applications needing to store additional lead-acid batteries for swap-outs to keep their equipment moving, this audit can help make sure the batteries are stored with as small a footprint as possible. Auditors may examine storage space, location, and exchange locations. This kind of audit may also help you assess the ROI of alternative energy sources, such as lithium-ion batteries.
Auditing Facility Power Considerations:
Not only will the auditors look at your usage capacity (the maximum amount of power your facility is able to provide to your equipment), but also the types of electrical systems your facility already runs, your current overall throughput (the amps consumed daily), and — if different — your throughput during your peak season.
With these insights, you’ll be able to make sure that your facility is capable of providing the power your equipment needs — both in your typical day-to-day operations and in those seasons when you’re running fastest and working hardest.
Does your business need a facility energy audit? Contact us to schedule a free on-site consultation with a Los Angeles material handling expert.
Written by Jake Stewart, Digital Marketing Supervisor, Toyota Material Handling
A site survey is when a trained warehouse consultant visits a workspace to help maximize the business’ workplace through racking, equipment, and a multitude of other factors. Their job is to help a business work as efficiently as possible and utilize all the space a company owns. But why should you think about getting one? Below are a few reasons.
Warehouse Operation Efficiency
Once a warehouse consultant comes on the scene at the time and date arranged specifically for the site survey, it doesn’t take long for them to identify opportunities that can carry already profitable business even further.
For example, let’s say a company is pulling pallets with a reach truck, bringing the pallets down, removing the product, and then putting the pallet back up onto the racking unit. In this case, a Toyota order picker may be a more optimal equipment choice to get the job done.
Oftentimes, companies have already thought of this, but their response as to why they haven’t done it yet is usually: “We’ve always done it this way.” Those words echo through warehouses and distribution centers nationwide, and often deter operations managers from making the moves they must make in order to meet the changing demands of the modern-day distribution environment.
For those companies that do embrace change, a site survey typically starts by inventorying all forklifts and determining how that equipment is being used in the facility.
Warehouse Storage
On the warehouse floor, a site survey can help detect storage problems (e.g., stacks of pallets that are pushed into corners using hand pallet jacks), inventory management issues, and poor use of vertical space. There are times when managers say they don’t have enough space, but only have product stacked 12 feet high in a building with 25-foot ceilings. Do more with less with the Narrow Aisle Forklift. This is an opportunity for the warehouse to grow up, instead of out. The site survey will also help determine the best equipment for this type of application, such as order pickers, reach trucks, or a combination of both.
All of these steps culminate into a complete warehouse optimization package designed to help operations achieve and exceed their customer service, safety, and profitability goals. By getting material handling professionals involved early in the process, these operations may be able to optimize their space and equipment in a way that they may not have been able to handle on their own.
Got questions about which pallet rack system is suitable for your application? We have answers.
In this post of our Ask the Expert Series, Director of Sales and Marketing Anthony Spano answers frequently asked questions about pallet racking. Anthony has worked in the material handling industry for decades. He uses his knowledge to help companies streamline their warehouse storage systems to optimize productivity and maximize profitability.
If you have questions about systems and automation, we guarantee Anthony, and his team of experts will have the answers.
What are the benefits of finding the correct type of racking?
Finding the right type of racking leads to more efficiency, greater accessibility, and improved employee safety.
What is selective pallet racking?
Selective pallet racking is the most flexible and popular pallet racking method on the market today.
What are some of the advantages of selective pallet racking?
Easy to install with no special tools or training
Special interlock system to protect against tampering and damage
Commonly uses single deep or double deep pallet racks
What are the benefits of single deep pallet racking?
Flexible and low cost
Allows operators access to every product SKU
Great for companies where products must be stored and retrieved quickly
What are the benefits of a double deep pallet rack?
Better space utilization
It can pick multiple pallets simultaneously
Comparable in cost to single deep racking
What is a pallet flow rack?
A pallet flow rack, commonly referred to as a gravity-flow rack, is designed to save space, labor, and energy. It feeds pallets at one end and retrieves pallets at the other.
What are some of the advantages of a pallet flow rack?
Uses gravity to save space, labor costs, and energy
It can be combined with automated storage and retrieval systems for increased efficiency and productivity
An excellent solution for companies in the freezer, warehouse, food handling, and e-commerce industries.
What is push-back racking?
Push-back pallet racking uses carts installed in the racks and stores several pallets on a slight upward incline.
What are some of the benefits of push-back racks?
Provides high-density storage in a single-aisle
Provides deep storage for medium turnover products
What is a cantilever rack?
Cantilever racks are custom racking systems designed to store long, bulky, or oddly shaped products.
What are some of the advantages of cantilever racking?
Custom built with the strength for multilevel storage at any desired height
Great for furniture, lumber, and other companies with large, cumbersome products
What is a drive-in/drive-through rack?
Companies use drive-in/drive-through racking to store massive quantities of products.
What are some of the advantages of drive-in/drive-thru racks?
Efficient and straightforward to set up
It uses fewer aisles than standard racks, making it easy to store 75% more pallets
A variety of heights and depths are available
Do you need help designing a warehouse storage system or pallet rack system? Contact us for a free consultation today! Our team of experienced material handling experts is standing by to help you.
Hungry for more information about working with us to optimize your warehouse? Click here to learn the first step in the process, how much you need to be involved, what you will get back from us, and more.
Order fulfillment times have a direct correlation to customer satisfaction and overall profits. Both are at risk if you do not have a well-thought-out slotting process in your warehouse or distribution center.
In this part of our Ask the Expert Series, Toyota Material Handling Solutions’ Director of Sales and Marketing Anthony Spano answers frequently asked questions about warehouse slotting.
Anthony helps companies optimize productivity and deliver fast accurate order fulfillment. He has decades of experience helping companies in Los Angeles County find modern solutions to increase customer satisfaction and maximize profits.
What is warehouse slotting?
Warehouse slotting describes the process of organizing inventory in a warehouse or distribution center for more efficient order picking and restocking.
What happens if you have a poor warehouse slotting process?
If you have an inefficient picking process, you can run into all sorts of problems like high labor costs, large storage footprints, and varying order fulfillment times.
What are the types of slotting?
There are two common types of slotting: fixed and random.
What is fixed slotting?
With fixed slotting, everything has a permanent location. When the bin gets near depletion, it gets restocked from reserve storage.
What is random slotting?
With random slotting, products are in pick zones instead of pick locations. If inventory in one slot is empty, employees move to another area in the pick zone.
Random slotting means incoming inventory gets moved to pick zones, eliminating the need for reserve inventory and extra storage space.
Which is better – fixed slotting or random slotting?
It depends on which is more important – saving time or warehouse space.
Fixed slotting means moving items from reserve storage, which can be more time-consuming than random slotting.
Random slotting requires a larger working area but eliminates moving items from reserve storage.
What are some of the benefits of improving your warehouse slotting process?
Reduced order picking and replenishment times
Increased order accuracy
Reduced repetitive stress injuries
Reduced labor costs
Optimized warehouse space and more storage capacity
Improved inventory management processes and costs
Reduced overall warehousing costs
How is slotting organized?
The best way to organize slotting is by SKU number, product type, or product characteristics like size or weight.
What is an easy change that makes a big difference in warehouse slotting?
One significant improvement in order picking efficiency is identifying demand correlation and moving these items closer together.
What is demand correlation?
Demand correlation describes products ordered at the same time.
How do you identify demand correlation?
The easiest way to identify demand correlation is to look at your company’s past order history.
What can I do right now to improve my warehouse slotting process?
Here are four ways to significantly improve your slotting process:
Select a small zone to reorganize and get started. You will learn a lot along the way.
Invest in a warehouse management system (WMS). A WMS not only makes the slotting process easier but also controls all your warehouse activities for improved order fulfillment and accuracy.
Ask warehouse pickers for suggestions. They often have great ideas to improve efficiency.
Schedule a slotting analysis from an industry expert. The industry is constantly changing. Experts can inform you about systems and automation technologies new to the market.
Who can benefit from a slotting analysis?
3PLs
Ecommerce distribution facilities
Warehouse operations with a change in SKU volumes
Companies with order fulfillment challenges looking for better inventory solutions
What are other ways to use modern technology to improve warehouse operations?
Are you ready to work on your warehouse slotting process to improve customer satisfaction and overall profits? Anthony and his team of warehouse automation experts are available to perform a slotting analysis at your location. Contact us today to set up a free consultation.
Did you know? Automation can boost customer satisfaction and overall profits. According to a study by Robotics Business Review, “Automated and efficient warehouses were 76% more likely to boost inventory accuracy to 99% or higher, 36% more likely to have reduced labor costs an average of 3% per year, and 40% more likely to consistently ship within one day of an order’s placement.”
It is no secret that managing a warehouse or distribution center today is a challenge, primarily if you rely on manual processes. Adding order picking fulfillment technologies can help.
In this blog post, we continue our Ask the Expert Series with Toyota Material Handling Solutions’ Director of Sales and Marketing Anthony Spano. Anthony’s decades of experience in picking processes and technologies can help determine the best solution for your application. Today he explains six order picking technologies and the benefits of each one.
What are the benefits of order fulfillment technologies?
An automated order picking solution offers many benefits, but here are the big three:
Increased efficiency
Reduced picking errors
Improved customer service
What are the different types of order picking solutions?
Here are the top six solutions companies are implementing today:
Goods-to-person
Voice picking
Pick to light
Put to light
Put wall
RF handheld scanners
What is goods-to-person order fulfillment?
Goods-to-person combines automated storage with accurate, ergonomic picking processes. With this system, products are automatically transported directly to the operator as needed, saving valuable travel time to retrieve the order.
What are the main benefits of goods-to-person order picking?
Ideal for ergonomic picking
Easily scalable to match growing demand or an increase in SKUs
Produces a smaller footprint and uses less space than other order picking solutions
What is voice picking order fulfillment?
Voice picking is an easy-to-learn paperless order picking solution. With voice picking, an operator is equipped with a mobile device and a headset and given easy-to-understand voice prompts to tell them where to go and what to do.
What are the benefits of voice picking?
Flexible and scalable solution
Great for environments with many SKUs
Keeps operators’ hands-free and focused on the task at hand
What is pick-to-light order fulfillment?
Pick to light, also called pick-to-light or PTL, is a light-directed warehouse picking technology. It provides accurate and efficient paperless picking, putting, and sorting.
What are the benefits of pick-to-light order fulfillment?
A versatile solution for many applications
Highly effective in zones with high pick volumes and dense pick faces
What is a put to light system?
A put to light system is like a pick to light system but reverse. Instead of order fulfillment, a put to light system replenishes stock.
What are the benefits of a put to light system?
Very efficient for stock replacement
Non-intrusive. Lights are typically mounted on shelving or carton flow rack placed above or below the designated put to light device.
What is a put wall system?
A put wall system handles a large volume of orders in a small footprint. We implement our Exacta® supply chain software suite as a complete solution or separate components in this system. It is also compatible with other software brands and is easily scalable.
What are the benefits of a put wall system?
Paperless processing
Smaller footprint than other systems
What are RF handheld scanners?
RF handheld scanners are an easy-to-install modular solution with access to data from anywhere in the world. We use the Exacta mobile platform to deliver the most critical information directly to the operators with this system.
What are the benefits of RF handheld scanners?
Quickly and easily incorporate product images
Supports multiple languages
There are many ways to use automated systems to increase efficiency and productivity. Click on these links to read about robotic palletizing,robotic order picking, and cube utilization, and stay tuned for future Ask the Expert blog posts.
Got questions about the process of optimizing your warehouse with Toyota? Click here to learn the first steps in the process, what is involved in the analysis, what you will get back from Toyota, who secures the permits, how much you need to be involved in the process, and more.
Ready to automate your warehouse or distribution center? Contact us today!
Do you want to get more out of your warehouse space, save money and be more efficient? Maximizing your warehouse cube utilization is the key.
In this part of our Ask the Expert Series, our Director of Sales and Marketing, Anthony Spano, answers frequently asked questions about maximizing cube utilization.
Anthony is our in-house expert on automation, software, and labor. His source of happiness comes from helping companies find the right mix of high-performance automation solutions to optimize productivity and maximize profits. Anthony and his team are eager to help you, too!
Why is cube utilization essential?
Vertical stacking and other methods of cube utilization vastly increase the available space in a warehouse to save money and increase efficiency.
What is the formula for cube utilization?
Warehouse cube utilization is the total available space within your warehouse to store products. The formula for cube utilization is space used compared to the maximum space open. If you use every available space in your warehouse, you have 100 percent warehouse cube utilization.
How do you figure out the maximum space available?
Maximum space equals the available storage locations within a warehouse. It does not include aisleways and other areas reserved for forklifts, conveyors, and workers.
Why is tracking cube utilization important?
Tracking your cube utilization allows you to measure the performance of your warehouse over time and gives you essential metrics to plan for seasonal changes.
What are the methods of cube utilization?
There are three standard methods of cube utilization:
Stacking. Stacking is the most basic, simple method of cube utilization but is highly dependent on product strength and stability. Stacking is an excellent option if you are shipping heavy, durable products like canned food or packaged beverages.
Racking. Pallet racking lets you place pallets above ground level, allowing more pallet positions in the warehouse. It is an excellent option for shipping more delicate items.
Automated Storage and Retrieval Systems (ASRS). ASRS systems use both vertical and horizontal space to maximize cube utilization. It is an excellent option for warehouses with perfectly balanced and packed loads.
What type of pallets should I use to maximize cube utilization?
Wood pallets are the most common in warehouses but are not the best option for vertically stored products. Here are three reasons why:
Wood has natural variations in weight and dimension and can shrink and swell, which can cause problems with fork placement and load distribution.
Wood pallets are held together with nails, which can come out, weaken the load, and cause a safety issue, especially from high above.
Wood is a natural material that breaks down over time. Cracked and broken boards can cause product and equipment damage.
For these reasons, we recommend a high-quality plastic pallet as the best option to maximize cube utilization.
Why are plastic pallets better than wood?
There are many reasons plastic pallets are better than wood, including the following:
Plastic pallets are dimensionally stable and will bend rather than break.
Plastic pallets will not shed debris or nails or get caught on products or machinery.
Plastics are lighter than wood and easy to clean and sanitize.
What can we do to improve warehouse space utilization?
Look up! All the space above you is prime real estate for cube utilization. Vertical racking is obvious, but what about a mezzanine? A warehouse mezzanine is an excellent solution for extra storage space if your building layout permits.
Check your picking slots and aisle width. To save space, match picking slot sizes with product size and design your warehouse aisles to accommodate the minimum width needed for your material handling equipment.
Check your shipping and receiving doors. Can you combine them into one to save space? Looking for new ways to utilize your current space better is often the fastest and cheapest way to increase your warehouse space utilization.
Making the most out of your warehouse space is essential for your bottom line. Our team is on standby to help you get the most out of your warehouse space. Contact us for a free consultation today.
Did you miss the first two posts in our Ask The Expert Series? Click here to learn about robotic palletizing systems and solutions, and click here to learn about automated order picking.
Electric ForkliftsReach TrucksResource Center/BLOG
This year, Toyota launched a historic twenty-two new forklifts and material handling products – the most extensive product launch in the company’s history.
Why It Matters
Toyota’s historic launch gives it the industry’s most complete lineup of material handling solutions. Simply put, you do not need to look any further than Toyota Material Handling Solutions in Los Angeles County to take care of all your material handling products and warehousing solutions.
To round out the company’s unprecedented product launch, Toyota introduced four e, electric, pneumatic forklift models in 3,000-17,500 pound capacities that combine strength and versatility while helping address sustainability objectives.
Backed by Industry-Leading Experts
The entire product lineup has the Toyota 360 Support and service guarantee and the unparalleled reputation and quality inherent in products manufactured with the world-renowned Toyota Production System and Toyota Lean Management.
These elements, combined with the Smart Environment Sensor pedestrian detection meaning, mean you can have confidence in the operational safety of your equipment for years to come.
Expert Help on Standby
Are you interested in learning more about how our products and warehouse solutions can help your business become more productive and profitable? Contact us for a free consultation today!
In this part of our Ask the Expert Series, Toyota Material Handling Solutions’ Director of Sales and Marketing Anthony Spano answers frequently asked questions about robotic order picking.
Anthony helps companies find the ideal mix of automation, software, and labor to optimize productivity and deliver fast, accurate fulfillment to match the speed of modern commerce. His expertise has helped hundreds of companies in Los Angeles County maximize cube utilization, increase throughput, and increase their bottom line.
What is a robotic order picker?
A robotic order picking system is an automated storage and retrieval system (ASRS). It harnesses the power of warehouse robots for 24/7 order fulfillment within a cubic layout.
What are the benefits of order picking robots?
Increased on-time delivery
Reduced stock losses and errors
Increased customer satisfaction
Improved space utilization
Lower building/rental and labor costs
Which order picking system do you recommend?
AutoStore is our system of choice.
What is AutoStore?
AutoStore is an innovative storage solution that allows complete customization and flexibility. In the AutoStore system, bins are stacked vertically in a grid and retrieved by robots that travel on the top layer of the system.
Does AutoStore work if you have a complicated warehouse layout?
Yes. Because AutoStore robots travel on the top layer of the system, the grid can exist around columns, on the mezzanine, and even on multiple levels.
How does AutoStore work?
An AutoStore system contains four components: a structural grid, delivery robots, storage bins, and an operator port. Products live in bins within the dense aluminum grid. As a product is needed to fulfill an order, the system software and controls alert a robot to find the item’s bin.
How does the robot get to the bins on the bottom of the stack?
If the bin is beneath other bins, a robot stages the extra bins on top of the grid until it retrieves the desired container. It then takes that bin to the edge of the grid and delivers it to the operator fulfilling the order.
What happens to the bins on top of the grid after an order is retrieved?
As one robot delivers the bin, another AutoStore robot cleans up the staged bins on top of the grid by returning them to their original position.
Does the system get smarter with time?
Yes. As the order-picking process continues, the AutoStore system self-profiles. The bins with faster-moving products begin moving toward the top of the system, and bins with slower-moving products transition to the bottom.
How much space can you save with an AutoStore system?
In some cases, a company can increase storage capacity four-fold within the same footprint and unlock the true potential of storage floor space.
Is AutoStore a custom solution?
Yes, an AutoStore system is designed specifically for you. Each AutoStore is designed based on your operational needs, and we validate it through simulation backed by its control system.
Can I add AutoStore to my existing space?
Yes, AutoStore is easy to integrate into existing warehouses.
Can I use AutoStore if I have low ceilings?
Yes, AutoStore is fully customizable to fit any ceiling height.
What is the maximum lifting speed of an AutoStore robotic order picker?
An AutoStore robot has a maximum lifting speed of 5.2 feet per second.
What industries use AutoStore systems?
You can find AutoStore systems in grocery, retail, healthcare, e-commerce warehouses, third-party logistics centers, parts management facilities, and many other specialty industries.
Do you have any case studies to share?
Yes. We partner with Bastian Solutions, a Toyota Logistics company and a global AutoStore integrator. Click here to learn how they modernized Best Buy’s supply chain with advanced automation. You can also watch how they helped Puma increase capacity tenfold and boost productivity by twenty percent at their facility in Indianapolis.
Now is the time you add robots and automation to your order picking process? Don’t tackle it alone. Let our experts with decades of experience help take your warehouse or distribution center to the next level. Contact us to get started today!
In this blog post, Toyota Material Handling Solutions’ Director of Sales and Marketing Anthony Spano answers frequently asked questions about robotic palletizing systems and solutions.
Anthony has a decade of expertise in maximizing cube utilization and increasing throughput by employing the ideal mix of automation, software, and labor. His superpower is using high-performance solutions to help companies optimize productivity and deliver fast, accurate fulfillment to match the speed of modern commerce.
What is a robotic case palletizer?
A robotic palletizer employs a robotic arm to pick, orient, and place individual products and arrange them into a single stack or load.
What are the benefits of a robotic palletizing solution?
There are numerous benefits of using a palletizing robot, but I will stick to the top five.
Increased productivity: Palletizers eliminate manual labor for unitizing products. They are much more efficient, lift heavier loads, and perform faster.
Better product handling: Since palletizers are automated machines, their movements are pre-programmed to function without damaging the product.
Small and flexible: Palletizing robots typically have a smaller footprint than other solutions, offer greater flexibility, and fit in extremely tight spaces.
Improved workplace safety: Robotic palletizers eliminate many workplace hazards typically associated with manual labor like falling, tripping, and muscle strains from repetitive actions.
Reduced operating costs: Most operations can save money by increased productivity, low product damage, and reduced labor costs.
How does a robotic case palletizer work?
A palletizing robot picks one or multiple cases from a conveyor system and places them on a pallet. The process continues layer by layer until the pallet is complete.
How does the palletizing robot know what to pick and place?
Pallet patterns, which can easily be changed or added, are programmed into the palletizing robot.
What is the function of an end-of-arm tool?
The end of arm tool can handle multiple types of containers simultaneously, regardless of their shape. It can pick up cases, bags, pails, bottles, batteries, cubes of scrap metal, plastic containers, and many other things.
Can a robotic palletizing solution handle different patterns and product types?
Yes. A robotic palletizer can handle one or more units according to pallet configuration and forms multiple layers on a pallet after picking the products off a conveyor.
Can a palletizing robot handle multiple feeds of different SKUs on the same line?
Yes. There are systems to send information to the robot to pick and place different SKUs on different pallets.
How much weight can a palletizing robot handle?
Robotic palletizing systems can typically handle up to 2,200 pounds.
How fast are palletizing robots?
For a single robot picking a single product, palletizing rates can vary anywhere from eight to thirty cases a minute, depending on stacking patterns and other requirements.
How long can a palletizing robot operate?
Unlike human labor, palletizing robots do not experience exhaustion or injuries. With proper maintenance, palletizers can reliably operate 24/7.
Can a robotic palletizing system and solution serve multiple lines?
Yes. One robotic palletizer can work between two or more packaging lines.
Can a palletizing robot perform secondary tasks?
Yes, some robotic palletizers have a vacuum, magnetic, or custom end-of-arm tools to give them the ability to perform additional tasks such as slip sheet dispensing, pallet placing, and wrapping.
Can a robotic palletizing system reverse its operation?
Yes. This feature is on robotic palletizers-depalletizers.
What industries typically use robotic case palletizers?
You can find palletizing robots in many industries, including food and beverage, life sciences, packaged goods, electronics, and more.
Are there pictures and videos available?
Yes, click here for pictures and videos of robotic palletizers in action.
Do you have other automated warehouse solutions?
Yes. Click here for tips on how to upgrade your warehouse for maximum efficiency.
Implementing a robotic palletizing system requires knowledge and planning. Let our team of storage and automation experts design a unique plan just for you.
If you are in Los Angeles County, contact us for a free consultation today.
Have you wondered if you should utilize autonomous mobile robots in your warehouse or distribution center? Well, you are not alone.
The use of autonomous mobile robots to improve efficiency in warehouses and distribution centers is undoubtedly on the rise. A recent study found that investment in warehouse robotics increased by 57% in the first quarter of 2020. It is a clear sign of things to come.
In fact, according to an August 2021 report by Research and Markets, the global warehouse automation market will reach $30.99 billion in 2025, and experts predict there will be 50,000 robotic warehouses by the same year.
So, you might ask yourself how autonomous mobile robots can benefit your warehouse, what you can automate, and what these robots can do?
If you are thinking about implementing warehouse automation and robots, here are answers to frequently asked questions about what robots can do for you.
What can autonomous mobile robots do in a facility?
Autonomous mobile robots can handle hundreds of tasks every day and thousands of orders every week. Here are some of the tasks robots can complete in a warehouse:
Picking
Packing
Batching
Sorting
Transporting
Security
Inspections
How are autonomous mobile robots used in warehouses and distribution centers?
Autonomous mobile robots can replace conventional conveyors with portable and affordable plug-and-play systems to save space.
Autonomous mobile robots can transport heavy objects to reduce employee strain and injury.
Drones can conduct aerial inventory scanning, reach secluded areas in the warehouse, and inspect stock.
Task robots can complete repetitive functions.
Delivery robots can help with order picking.
Palletizing robots can pick one or multiple cases and quickly and accurately place them on a pallet.
How does the Internet of Things (IoT) enhance robot functions?
IoT sensors transform multiple warehouse devices into intelligent devices that communicate in real-time without human intervention.
IoT connects and coordinates your distribution facility, so workers, robots, managers, and automated vehicles always know the location of items.
What are the benefits of autonomous mobile robots?
Increased turnaround time
Reduced costs
Enhanced customer satisfaction
Reduced labor and operational costs
Reduced handling and storage costs
Improved employee satisfaction
Greater inventory control
Optimized warehouse space
Increased employee safety
Reduced physical strain on employees
Reduced amount of errors/returns
Reduced employee injuries from repetitive tasks
What kind of equipment can you automate in a warehouse or distribution center?
Forklifts
Conveyors
Pallet movers
Shelving
Local delivery vehicles
What kind of robots are popular to use in a warehouse?
Mobile robots
Drones
Task robots
Warehouse automation and robots will continue to grow in the years ahead. Many companies in Los Angeles County begin with a warehouse management system, data collection, and inventory management.
Our systems and automation experts are available to guide you in your journey through warehouse automation. If you need help or advice, contact us today.
Electric ForkliftsProductivityReach TrucksResource Center/BLOG
Nothing can be more challenging than moving and lifting wide loads in narrow aisles. A forklift driver operating a standard forklift will undoubtedly need to make a lot of small, calculated moves to navigate around without damaging the load or hitting the warehouse racks – or both. And it will probably take a lot more time than you’d like.
The obvious solution is to widen the aisles to maintain productivity and efficiency. But what if you don’t have the space?
Toyota designed two new electric forklifts to solve the specific challenge of moving and lifting wide, bulky loads in narrow aisles.
Toyota’s New Multidirectional Reach Truck
Toyota’s new Multidirectional Reach Truck features articulating load wheels for horizontal travel. It can travel parallel and perpendicular to racking to save time and space. It’s ideal for moving materials such as lumber, pipe, carpet, and other building supplies.
Here are some of the highlights and features of Toyota’s new Multidirectional Reach Truck:
Offers improved storage density and operational efficiency for customers looking to optimize their warehouse space
Suited for pallet-less load handling, long load handling, and specialty racking
Handles loads up to 22 feet wide
Lifts to 4,500 lbs.
Click here to view a video of the new Multidirectional Reach Truck.
Toyota’s New Furniture Order Picker
Toyota’s new Furniture Order Picker lifts large items as high as 366 inches on carts or furniture platforms with ease, speed, and stability. It’s the perfect solution to increase productivity at furniture warehouses and distribution centers.
Here’s a look at some of the highlights and features of Toyota’s new Furniture Order Picker:
A great solution to handle bulky loads like couches, dining room tables, and steel panels
Excellent ergonomics, intuitive functionality, and custom options
Features a glance-and-go display, tight turn radius, and upgraded lift/lower speeds
Available in 24v and 36v models
Lifts to 1,600 lbs.
Click here to view a video of Toyota’s new Furniture Order Picker.
As always, every Toyota forklift purchase comes standard with the unparalleled reputation and quality inherent in products manufactured with the world-renowned Toyota Production System. AC motors power the all-new Toyota Multidirectional Reach Truck and Furniture Order Picker. And they are backed by the hallmark Toyota 360 Support promise.
If navigating wide loads in narrow aisles is expected in your business, Toyota’s new Multidirectional Reach Truck or Furniture Order Picker might be the perfect solution.
Contact us today! Our material handling experts in Los Angeles stand by to help find the right forklift for your needs.
Distribution and fulfillment centers are always looking for ways to maximize operational productivity and efficiency. The current COVID-19 pandemic, increasing e-commerce sales, and a limited labor pool have only intensified the need for companies to get more done in a shorter amount of time. Learn how to upgrade your warehouse for maximum efficiency.
To help stay competitive in today’s environment, distribution and fulfillment centers often invest in automated warehouse solutions and robots to increase efficiency. Here are four steps to the warehouse automation process and the different types of warehouse robots and what they do.
First, start simple. Many companies begin by adding equipment designed to move products more efficiently. For example, conveyors and carousels can increase productivity by reducing the time to get a product from point A to point B.
Next, reduce redundant tasks. The next step is to simplify specific tasks and procedures with software, machine learning, and analytics. For example, software can analyze and batch orders so employees can make one trip to a specific area to retrieve orders instead of taking many trips throughout the day.
Give your employees assistance. To automate further, look for ways to assist your employees with warehouse tasks and procedures. For example, Automated Storage and Retrieval Systems (AS/RS) can retrieve items and put them away, increasing productivity by reducing order picking time.
Finally, automate repetitive procedures. Advanced warehouse automation can replace labor-intensive, repetitive functions. For example, Autonomous Mobile Robots (AMRs) can conduct inventory counts at predetermined times or intervals to allow employees to focus on more value-added tasks.
Here’s a look at the various types of warehouse robots and their specific functions:
Articulated Robotic Arms
Use: Automate order fulfillment tasks.
Function: Moves items from pallets for picking, packing, and shipping.
Functions: Transports inventory from point A to point B. Conducts inventory. Teaches and guides associates through a task.
Examples: AMRs with maps and sensors. AMRs paired with RFID-tagged products. AMRs with collaborative abilities.
Goods-to-Person technology (G2P)
Use: Automate the delivery of items to picking stations.
Function: Delivers products to areas where employees are waiting to fill orders.
Example: Automated and software-driven systems requiring minimal human interaction.
Unmanned Aerial Vehicles (UAV)
Use: Real-time inventory visibility.
Function: Provides inventory visibility in warehouses equipped with RFID technology.
Example: Drones.
Are you interested in implementing an automated warehouse system in your distribution and fulfillment center? Our warehouse systems experts are eager to help. They know all the ins and outs of getting the most out of your warehouse space and design. Contact us today to get started.
Electric ForkliftsProductivityReach TrucksResource Center/BLOG
With warehouse space at a premium, the need to fit more products into the same area is critical. The most common fix to this problem is redesigning an existing warehouse to fit more aisles in the same space, but a narrow aisle forklift might be a more straightforward solution.
What are typical aisle widths and narrow aisle widths?
Regular aisles are between 10 ½ feet and 12 feet.
Narrow aisles range from 8 ½ feet to 10 ½ feet.
Very narrow aisles range from 5 to 7 feet wide.
Many forklift fleets today consist of equipment designed to navigate typical aisle widths. When you reconfigure a space to include narrow aisles, you might need to replace your entire forklift fleet or, at the very least, add narrow aisle units to pull and store products quickly, safely, and efficiently.
Here are five forklift solutions for narrow and very narrow aisles.
Toyota 3-Wheel Electric Forklift:Toyota’s 3-wheel electric forklift is an excellent choice for narrow aisles. With one wheel in the back, it has a tighter turn radius than the common 4-wheel forklift. It also can be fitted with either pneumatic or cushion tires for indoor or outdoor use, making it a great multi-use addition to your forklift fleet.
Toyota Electric Reach Truck – Single or Double Reach:Toyota’s Electric Reach Truck is another great narrow aisle solution. It can turn in aisles as little as seven feet, lift to 4,500 pounds and reach more than 30 feet. It is also available in a double-reach model for increased productivity and efficiency.
Toyota Electric Order Picker: If you are looking for a solution to help employees reach goods stored on high racking, Toyota’s Order Picker may be the perfect piece of new equipment for you. It navigates narrow aisles beautifully and features a platform for operators to safely and efficiently pick items up to 390 inches in height.
Aisle-Master Articulating Very Narrow Aisle Truck: The Aisle-Master Articulating Very Narrow Aisle Truck can navigate aisles as small as 5 feet and 6 inches. Designed to withstand heavy-duty use inside and out, it can eliminate time-consuming double handling and speed up “truck to rack” operations. It also eliminates the need for both reach and counterbalance machines to help minimize costs.
Toyota’s Core Electric Turret Forklift: Designed for versatile and efficient dock-to-stock operation, Toyota’s Core Electric Turret Forklift swinging fork face allows loads to be handled to the left, right, and center of the forklift so that product can stack in racking without the need to turn. With a lift capacity of 2,500 pounds, a reach of nearly 20 feet, the ability to maneuver in aisles as narrow as seven feet, and the capability of stacking goods at a 90-degree angle, it’s an excellent choice for any facility or warehouse.
If you’re thinking about reducing aisle widths and adding more racks to increase your storage capacity, let our experts figure out the best equipment to round out your forklift fleet. Contact us to schedule a consultation today! We’ll ensure you get the perfect narrow aisle solution to optimize your operations, reduce downtime, and increase overall productivity.
When companies run out of space to store products, they have two choices: buy or lease a new building or warehouse or better utilize the current space. Many factors are involved when a company decides which to choose, but narrow aisles are often the more cost-effective long-term solution.
Here are three significant benefits of optimizing a warehouse, distribution center, or other space:
Store more products in the same amount of space
Increase fulfillment times with less travel time in between picks
Let’s look at four ways to configure a 50,000-square-foot warehouse with pallet racking 23 inches wide, 48 inches deep, and 60 inches tall. Each rack holds pallets stacked four high.
In these four examples, you’ll see how narrowing the aisles and using the correct type of forklift can increase the number of pallet positions in the same amount of space.
In the first example, the aisles are 12 feet wide with single-deep pallet racking. This configuration can store 4,572 pallets with a Toyota 4-Wheel Electric forklift.
Aisle width: 12 feet
Pallet positions: 4,752
Forklift: Toyota 4-Wheel Electric
In the following example, the aisles are 9 feet, 6 inches, with single-deep pallet racking. This configuration can store 5,400 pallets with a Toyota Electric Reach Truck.
Aisle width: 9 feet, 6 inches
Pallet positions: 5,400
Forklift: Toyota Electric Reach Truck
In the third example, the aisles are 10 feet, 6 inches wide, and utilize double-deep pallet racking. This configuration can store 6,912 pallets with a Toyota Electric Double Reach Truck.
Aisle width: 10 feet, 6 inches with double-deep pallet racking
Forklift: Aisle-Master Articulating Very Narrow Aisle Truck
Our experts can help optimize site productivity and minimize the total cost of ownership by synchronizing racking, conveyors, storage containers, and handling equipment. The results create the ideal material handling footprint to achieve a company’s operational goals.
To learn more about different pallet racking systems, click here. To learn more about optimizing your warehouse with Toyota, click here.
Ready to get started designing your new warehouse space? Contact us today!
There are many different warehouse storage systems, and almost all of them use pallet racking in one way or another. Pallet racking is a set of upright frames and beams to keep products safely stored in boxes or pallets. There are five common types of pallet racking. Let’s explore the advantages and disadvantages of each one.
Drive-In/Drive-Thru Pallet Racking
Drive-In/Drive-Thru pallet racking systems allow forklift operators to deliver and retrieve product from only one side, otherwise known as Last-In-First-Out (LIFO), or deliver the product on one side and retrieve from the other, known as First-In-First-Out (FIFO).
Advantages of Drive-In/Drive-Thru Pallet Racking:
Simple set up
Efficient
Disadvantages of Drive-In/Drive-Thru Pallet Racking:
No easy access to internal pallets
It cannot be easily modified to accommodate larger or smaller pallets
A challenging operating environment for forklift drivers
Selective Pallet Racking
Selective pallet racking systems feature either single or double deep racking.
Advantages of single deep pallet racking:
Flexible and low cost
Accessible from every angle
Great for companies with many SKUs
Disadvantages of single deep pallet racking:
Poor space utilization
Need forklifts to access vertical storage
Double deep racking is for companies that value storage density over access.
Advantages of double deep pallet racking:
Comparable in cost to single deep racking
Better space utilization
Disadvantages of double deep pallet racking:
Requires additional labor to access pallets trapped in the middle
Requires forklifts with double deep attachments
Pallet Flow Racking
Pallet Flow Racking uses a rail or conveyor system to store pallets 20 or more deep. The typical configuration feeds pallets in one end and retrieves pallets from the other.
Advantage of pallet flow racking:
Provides the density of FIFO storage usually only possible with drive-thru systems, without the challenges of driving into the rack system
Disadvantages of pallet flow racking:
More expensive than single deep or drive-thru racking systems
Requires quality pallets to prevent product damage
Pushback Pallet Racking
Pushback Pallet Racking uses carts installed in the racks to provide high storage density. This type of system can store pallets up to six deep.
Advantage:
Provides deep storage for medium turnover products
Disadvantage:
More expensive than other warehouse storage systems
Cantilever Pallet Racking
Cantilever Pallet Racking is a custom racking system explicitly designed for the products they support. This system is for furniture, lumber companies, and other facilities with large, cumbersome products.
Advantage:
Custom built for your specific needs
Disadvantage:
Most expensive option
Changing your warehouse storage or pallet racking system requires forethought and planning. Let our team of experienced material handling experts design the proper warehouse storage and distribution system for your unique needs.
Want more information about optimizing your warehouse with Toyota? Contact us for a free consultation!
We do more than just rent, sell and service forklifts. We are full-service suppliers of material handling and logistical solutions. Simply put, we have the equipment, people, and expertise to help you maximize productivity and improve your bottom line. You may not know all we offer, so read on to learn seven ways we can help your business beyond forklifts.
1. Get a complimentary warehouse and pallet position analysis.
Optimize your warehouse space with a complimentary warehouse and pallet position analysis. Our experienced team of Storage and Automated Systems professionals analyze your warehouse and provide solutions to maximize your pallet storage and productivity, and ultimately — your bottom line.
Click here for two examples of the thorough complimentary analysis we provide to maximize the efficiency of your racking design, equipment selection, and overall operation.
2. Get help with pallet racking and other storage and automated systems.
Everyone wants to increase efficiency. Our experts will conduct a complimentary pallet storage analysis and help with the re-design, purchase, or installation of pallet racking and other storage and automated systems.
3. We’re your dealer for Kärcher industrial scrubbers and sweepers.
Keep your facility clean and sanitized with industrial scrubbers and sweepers. Kärcher is the world’s leading provider of efficient, resource-conserving cleaning systems, known for their performance, innovation, and quality.
4. We’re your one-stop-shop for Columbia electric utility vehicles.
Get around faster with a multi-use electric utility vehicle. Columbia has one of the most expansive electric vehicle product line-ups in the world, producing electric utility vehicles for private, commercial, and industrial use.
We carry models that move from one to 14 people, carry up to 6,000 pounds, tow up to 14,000 pounds and travel up to 18 miles per hour.
5. Buy or rent aerial platforms and boom lifts.
Reach higher with an aerial platform or boom lift. We have you covered with models from JLG. Our inventory features built-to-last scissor lifts, telehandlers, vertical mast lifts, and boom lifts that are the perfect blend of strength, versatility, and smart technology.
Whether you want to rent or buy your aerial lift, you can count on us for quality equipment to get the job done.
6. Design a new or existing warehouse space.
Let our team of experienced material handling experts design the right warehouse storage and distribution system for your unique needs.
Want more information about optimizing your warehouse with Toyota? Read our blog post that explains the process and answers the most common questions here.
7. Get forklift safety training.
Make sure your forklift operators areOSHA compliant.Let our experts train your operators. Our forklift training is mostly online; the short hands-on portion occurs in the parking lot of our Santa Fe Springs headquarters.
Got questions about training? Click here to read our blog post with answers to common questions about forklift safety training.
As you can see, our services extend far beyond simply renting, selling, and servicing forklifts. No matter what material handling need might arise, we’ve got you covered.
Scissor and boom liftsarevery popular in the material handling industry. Companies use them to perform a variety of jobs, including:
Safety inspections
Painting
Window washing and repair
Roller coaster maintenance
Tree trimming
Scoreboard maintenance
Building maintenance
General construction
And many others
Depending on your location, renting a scissor or boom lift can range from hundreds per day to thousands per month. Rental fees can add up over time, so at some point,you might consider purchasing a lift to save money over the long run. Here are a few things to consider before deciding whether to rent or buy.
If you’re thinking about buying a scissor or boom lift, ask yourself these questions:
Do you have the spaceto store a lift? You’ll want to keep your scissor or boom lift inside to prevent theft and protect it from the elements.
Will you need it at different locations? If so, factor transportation fuel costs into your budget.
How will you transport your lift from site to site? Do you have a vehicle and trailer with the towing capacity to safely haul a heavy scissor or boom lift?
How will you maintain your lift? Maintenance is usually minimal, but you want an experienced technician to perform any needed repairs for safety reasons.
If you’re thinking about renting a scissor or boom lift, ask yourself these questions:
Are lift rentals readily available in your area? Electric scissor lifts and boom lifts are among the most frequently requested pieces of rental units, so make sure they are readily available in your area, so you won’t be surprised when you need one.
How much is delivery? Make sure to factor in delivery costs to the overall rental price.
Does your job site have a dock with the right height to move the scissor lift inside? Let your rental equipment provider know the dock height at your job siteso you don’t get stuck with the wrong equipment. Don’t overlook this small but critical detail.
Other questions to consider whether you rent or buy:
Do you have an experienced lift operator on your team? Mostmaterial handling equipment providers offercomprehensive online andin-persontraining if you need it. Click here to sign up for training with us.
Do you have harnesses to keep your operators safe while operating the lift? If not, factor in the cost of safety equipment.
Ask yourself these simple questions before purchasing or renting a forklift. Financial considerations are always important, but logistics and safety should be top of mind, too.
Call us if you need help deciding which path is right for you. Our material handling experts will work with you to ensure you get the right equipment.
In today’s environment, many companies are rethinking how they do business. The new process might look like buying or renting a new building orreconfiguring an existing warehouse space. But what if the perfect solution is something you might not have thought about yourself?That’s where we come in. Let our experienced material handling experts optimize your warehouse the Toyota way.
We get a lot of questions about the process of optimizing your warehouse with Toyota. We’ve answered the most common questions here, but if you have a question we haven’t answered, contact us,and we’ll get back to you right away.
What is the first step in the process?
Since every business and warehouse has unique applications and requirements, the first step is to comprehensively analyze your storage, and material handling needs so we can see your operation in action and, most importantly, hear what’s important to you.
What is involved in a comprehensive analysis?
Our experienced team of Storage and Automated Systems professionals will analyze your warehouse and provide solutions to maximize your pallet storage, productivity, and, ultimately, your bottom line.
What kind of information will I receive back from Toyota?
Here are two examplesof the comprehensive analysiswe provide to maximize the efficiency of your racking design, equipment selection, and overall operation.
Can you help us find and transform unused or underutilized space?
Getting the most out of warehouse space is our specialty! For example, if you have ceiling height, adding a high-quality mezzanine can transform underutilized overhead space to help create additional storage or office space for improved workflow and productivity.
What happens after the comprehensive analysis?
Our engineering and design specialists will develop a CAD drawing that identifies the most effective way to lay out your facility and factor existing material handling equipment into the plans.
Who secures the permits?
Toyota Material Handling Solutions will secure all necessary permits on your behalf.
Who will be the lead on the project?
Our team will oversee the project through all steps, from the design to installation.
How much does my team need to be involved?
Our goal is to provide a turnkey solution so the project, however big or small, is low-stress for you and your team.
What if we need to update our fleet with new equipment?
For projects where we will replace existing lift trucks with new equipment, our sales account managers will assist in selecting the right equipment for your application, needs, and budget. In addition to Toyota warehouse products, including reach trucks, order pickers, stackers, and electric pallet trucks, we also carry multi-directional CombiLift and AisleMaster forklifts.
What about racks and shelving?
We have those, too! Whether you need selective, double deep, drive-in, push-back, cantilever, pallet or case flow structures, or archive racking systems, Toyota Material Handling Solutions is your one-stop source for pallet rack and heavy-duty shelving.
Our budget is tight. Do you have used options?
Since everyone’s budget differs, we carry both new and re-conditionedoptions.
What if we need docks and doors?
Our warehouse solutions specialists will evaluate your facility and provide recommendations for high–quality dock levelers, dock plates, dock boards, vehicle restraints, dock seals and shelters, and commercial doors, including steel and rubber. To keep loading dock equipment working at its best and to resolve any breakdowns or issues, we have a mobile fleet of factory-trained dock and door technicians available 24/7.
Do you provide recommendations on lighting, too?
Yes! Many companies don’t realize lighting can account for as much as 80% of theirenergy bill.Toyota Material Handling Solutions can assess your existing installation and provide solutions to optimize your warehouse lighting to save you money.
How do we get started?
We’re ready to design the proper warehouse storage and distribution system for your unique needs. Contact usto schedule a warehouse system, dock, door, or lighting consultationand optimize your warehouse today.























 What is a cantilever rack?
What is a cantilever rack? 






 How does AutoStore work?
How does AutoStore work? 

 Can a robotic palletizing system reverse its operation?
Can a robotic palletizing system reverse its operation? 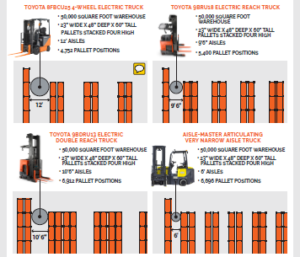



 What is involved in a comprehensive analysis?
What is involved in a comprehensive analysis?
 What if we need docks and doors?
What if we need docks and doors?